Вопрос-ответ
Задайте свой вопрос специалистам нашей компании с помощью обратной связи и Вы получите самую
исчерпывающую информацию. Ответы на наиболее распостраненные и важные вопросы мы публикуем на нашем сайте:
Добрый день. Осваиваем производство полипропиленовой трубы со стекловолокном. При испытании трубу начинает немного вести. Подскажите, что
вводить в состав материала при экструзии, что бы уменьшить линейное расширение трубы? Спасибо, Милана.
Развернуть ответ
Для увеличения термостойкости изделия необходимо ввести термостабилизатор – 3%. Он обеспечит стойкость к резким перепадам
температур и стойкость к большим разницам температуры внешней среды и температуры внутренней стенки трубы.
Здравствуйте. Мы налаживаем производство паллетов (20 кг) ротационым формованием. Вопрос: можно ли использвать мел как добавку и в каком
количестве? Нужно ли добавлять при этом соапсток и сколько? Или может рекомендуете другие добавки. Дело в том что при извлечении паллет прилипает к литевой форме. Буду благодарен за ответ.
Развернуть ответ
Вы не указали материал, из которого будете производить паллеты. Поддоны изготовляют из полиэтилена низкого давления с добавлением
минеральных наполнителей (мел, тальк). Можно и другие полимеры - полипропилен и его сополимеров пропилена с добавлением
минеральных наполнителей (мел, тальк); сополимеров этилена и пропилена. Процент ввода мели или талька зависит от типа паллеты
и физико-химических параметров полимера. Стартовый процент – порядка 3-5%.
На мой взгляд, добавка соапстока даже нужна, так как он будет играть роль скользящей добавки, что улучшит снятие изделия с формы.
На практике мы добавляли на объем 10-литрового ведра полимера 10-20 мл (столовую ложку трансформаторного масла). Но при этом
нужно очень тщательно размешать материал. Смысл такого соотношения полимера и масла заключается в том, чтобы каждая гранула
полимера была покрыта тонким слоем масла. В процессе формования масло будет первым оседать на форме, что и обеспечит легкий
съем. Но, если масла будет много, то адгезия к форме изделия будет слабая и могут возникнуть натеки, коробление и другие дефекты.
Добрый день! вторичная гранула ПП цвет красный очень тяжелая, исходник полипропиленовый лист, ранее брали гранулы из такого же исходника
ПТР 3, но она лёгкая и бросив ее в воду не тонет,а эту бросили в воду и она сразу опустилась на дно, пока мы не тестировали эту тяжелую гранулу ПП . В чем
причина? Есть какая то добавка в грануле? Внешний вид одинаковый у гранул. Спасибо за ответ.
Развернуть ответ
Вторичный ПП, который Вы приобрели, окрашен красным минеральным пигментом. Плотность минеральных пигментов для всех цветов
составляет от 3 до 7 г/см3 . Плотность ПП – порядка 0,91 – 0,94 г/см3 . Если ПП был окрашен красным железоокисным
пигментом, то его плотность составляет 4,8 – 5,0 г/см3.
Раньше вторичный ПП не тонул. Это говорит о том, что в красителе ПП использовали красный органический пигмент. Плотность
большинства органических пигментов находится в пределах 1,5-2,0 г/см3 и (по сравнению с большинством неорганических
пигментов) не так сильно отличается от плотности связующего. Поэтому оседание органических пигментов происходит медленно, если они
хорошо диспергированы.
Для получения вторичного сырья используются отходы от разных производителей изделий. Поэтому неудивительно, что одни гранулы
тонут, а другие нет. Это не должно Вас смущать. Иногда даже при производстве изделий из первичного сырья часто бывает выгодно
сочетать органические и неорганические пигменты. Все зависит от требований к изделиям.
На величину гранулы больше всего влияют технологические особенности гранулятора. Гранулы могут быть сферической, цилиндрической
и чечевичной (сплюснутые сферы) формы. Для всех этих типов существует одно общее требование – размер гранул дожжен лежать в
предела от 3 до 5 мм (по ГОСТу).
Доброе утро. Производим Т-образную пробку из вспененного материала. Для окрашивания используем суперконцентраты на основе PE на
изделиях часто окрас происходит не равномерно. Как возможно устранить данный недочет? Константин.
Развернуть ответ
Вы не указали материал, из которого изготавливаете пробку. Если это первичный ПВД или ПНД, то вся причина в плохом перемешивании
или в параметрах процесса – давления впрыска, времени выдержки под давлением температуры на выходе.
Порофор начинает эффективно работать при температуре 1800С. Чтобы понизить температуру вспенивания нужно ввести
окись цинка – 1-2%. Температура вспенивания составит порядка 1500С.
Очень высокое давление впрыска мешает бурному образованию ячеек и распределению порофора. Большое время выдержки может
привести к перегоранию порофора.Если это вторичный ПВД, ПНД или их смесь, то нужно добавить лубрикант, чтобы лучше произошло
перемешивание ингредиентов. При вспенивании необходимо исключить образование областей расплава с разной плотностью.
Однородный расплав обеспечит равномерное распределение порофоров и красителя.
Если материал, который надо вспенить не ПЭ или ПП, использование концентрата вспенивателя на ПЭ-носителе может привести к
расслоению материала и созданию полых областей, в которых будет оседать порофор и краситель.
Попробуйте к исходному материалу добавить тальк (до 5% методом подбора) и плюс порофор с красителем. Тальк будет сохранять
газовые ячейки, что улучшит распределение порофора и красителя в материале.
Еще неоднородность может возникнуть из-за химического состава самого красителя. Лучше брать красители органические или
композицию органического и минерального. Органические красители обладают лучшей степенью укрывистости. Минеральные
красители хотя и держат температуру лучше, но их укрывистость зависит от размера частиц пигмента. Чем крупнее частицы, тем хуже
укрывистость (т.е. их распределение в материале).
Добрый день. Выпускаем техническую укрывную плёнку из вторичной гранулы ПВД. При раздувании, пузырь не держит форму, начинается так
называемый "танец живота" из-за чего не можем выставить нужный размер. В чём может быть причина? Спасибо, Александр.
Развернуть ответ
Во всех случаях причиной появление такого дефекта может быть несоответствие скорости вытяжки рукава (вертикальное направление) к
скорости его раздува в горизонтальном направлении. Скорость вытяжки должна быть на 30% (1/3) больше скорости раздува.
Но существует еще ряд причин:
1 – качество вторичного сырья.
Вторичное сырье производится из смеси полиэтиленов, которые могли иметь уже несколько циклов переработки. Некоторые отходы могут
быть из изделий, в которых могли храниться вещества с разным химическим составом. Даже после промывки могут остаться примеси
соды, разных моющих средств, целлюлозы. Отходы могут быть после переработки литьевых изделий, ориентированных пленок и т.д.
Поэтому, вторичное сырье обязательно брать гранулированное. Это исключает степень неоднородности состава ПЭ.
2 – вторичный ПВД не гранулирован + качество сырья.
Такой ПВД имеет очень широкий предел размера хлопьев. В расплаве эти хлопья плавятся как с перегревом, так и с недоплавом. Общая
плотность расплава на выходе разная. Вытяжка рукава идет неравномерно по диаметру рукава, что и влечет появление дефекта.
3 – вторичный ПВД гранулирован + качество сырья.
В процессе производства вторичного ПВД не были использованы технологические добавки - лубрикант и термостабилизатор. Вторичное
сырье состоит из смеси ПВД разного качества. При перемешивании в расплаве возникают зоны с разной плотностью. Рукав при раздуве
будет иметь разное натяжение стенок, будет «вибрировать». Толщина, естественно, будет нестабильная. Если добавить лубрикант –
порядка 5-7%, то вязкость полиэтилена уменьшится, перемешивание будет эффективней, и расплав на выходе будет иметь однородную
по плотности массу. А это значит, что рукав будет раздуваться равномерно. Кроме лубриканта необходимо добавить термостабилизатор –
до 5%. Это уменьшит степень перегрева мелких агломератов сырья. Позволит получить расплав при более высокой температуре
переработки, чтобы расплавились крупные агломераты сырья.
Здравствуйте. Мы освоили технологию лежаков, пробовали с полиэтиленом, но не удалось решить вопрос с прочностью, теперь рассчитываем
лить с полипропилена. Какие добавки вы можете нам посоветовать для придания прочности изделиям?.
Развернуть ответ
Вообще при изготовлении габаритных изделий большую роль играют параметры литья. Необходимо, чтобы в процессе литья не возникали
сдвиговые деформации, которые резко снижают механические характеристики – прочность на изгиб, растяжение и нагрузку. Они могут
возникнуть при сильном дожатии, давлении впрыска. Еще важным фактором является распределение температуры по зонам. Перегрев и
недорасплав одинаково влияют на потерю ламинарности (равномерной скорости потока расплава).
Эти требования относятся к изделиям любого типа полимера. Особенно это влияет на параметры ПП, так как он обладает высокой
степенью усадки – до 2,5%. И температура расплава в форме будет сильно влиять на время выдержки под давлением, а значит и всего
цикла. Для ПП очень важно время выдержки под давлением. Если время мало, то ПП может сильно коробить и увеличивается усадка.
Чтобы избежать этого, нужно использовать технологическую добавку - нуклеатор. Эта добавка обеспечит более быстрое формирование
кристаллитов ПП (т.е. формование) и время выдержки под давлением будет оптимальным.
Процент ввода добавки – 3-5%. Хорошо подойдет ПП. Но ПП хотя и прочный материал, но менее пластичный, чем ПНД и ПВД. Он
подвержен растрескиванию под воздействием солнечных лучей и влаги.
Можно делать лежаки и из композиций [ПП+ПНД (ПВД)]+сэвилен, [ПНД+ПВД]+сэвилен. При этом надо помнить, что смешивать ПП, ПНД
и ПВД нужно в пропорции не более 80%+20% или 20%+80% и к этой смеси добавить 5-7% сэвилена.
Сэвилен очень хорошо совмещается с ПП, ПНД, ПВД, АБС и УПС (ударопрочный полистирол), поэтому является хорошим связующим в
композициях. Процент ввода составляет порядка 5-7% в зависимости от качества и марки исходных полимеров. На практике мы
использовали ударопрочный полистирол - УПС+ ПВД. Для улучшения формования изделий хорошо добавить мел – порядка 5-10%.
Если будете использовать композиции, то нуклеатор не нужно вводить. Для ПВД, ПНД, АБС и УПС он не играет роли. При
использовании композиции необходимо добавить лубрикант (до 3-5%) для равномерного перемешивания состава.
Добрый день! Скажите, пожалуйста, какой % талька можно добавлять в ПВД для производства канализационной трубы?
И ещё, какие наполнители можно добавлять в ПВД чтобы получить качественные трубы? За ранее спасибо..
Развернуть ответ
Для добавления в ПВД лучше всего подходит черный краситель – сажа (углерод). Дело в том, что и тальк, и мел, не всегда хорошо
совмещаются с полиэтиленом. А это сказывается на прочности труб. Сажа хорошо совмещается с полиэтиленом. Кроме того, сажа
обладает цементирующими (от слова цемент) свойствами и это увеличивает прочность трубы, ее долговечность. Черные трубы
выдерживают более высокую температуру – до 90 градусов (ведь в канализацию выливают воду и со стиральных машин или еще
что-либо горячее). Процент ввода черного красителя – порядка 5 - 8%.
Если Вы используете вторичное сырье для экструзии трубы, то необходимо кроме сажи добавить лубрикант (эта добавка помогает
получить однородный расплав полимера). Если не внести такую добавку, то перемешивание материала в экструдере будет неоднородным
и это уменьшит прочность трубы очень сильно.
Если все же Вам необходимо ввести тальк или мел, то вместе с ними добавьте антиоксидант (можно Ирганокс 1-3%). Он улучшит
совместимость полимера и мела, талька. И обязательно выбирайте мелкодисперсный минерал (чем меньше размер частиц, тем
лучше). Или чтобы это был гидрофобный мел.
Самые качественные трубы получаются только, если брать уже готовый окрашенный ПВД. Практика показала, что даже при хорошо
перемешенном составе – полимер-краситель-добавки не получаются высококачественные трубы.
Здравствуйте, я предприниматель из Туркменистана, налаживаю производство вторичного ПП. Вопрос можно ли вторичку
перекрасить в белый или бесцветку? материал разный из ТБО. Для дальнейшего производства пленочных нитей. Спасибо за ответ.
Развернуть ответ
Китайцы правы, когда говорят, что ни белого цвета, а, тем более, бесцветного полипропилена из любой окрашенной вторички
получить невозможно. Пигменты, которые используются при окрашивании полимеров, невозможно удалить из полимера и
обесцветить в принципе. По своей природе пигменты бывают органические и минеральные. При соединении с полимером они образуют
новые химические сильные устойчивые связи. Это по аналогии с окрашиванием ткани. Со временем цвета поблекнут, но не выцветут.
Здравствуйте. Мы производители одноразовой посуды из полипропилена. У нас вопрос. Как меловая добавка влияет на
улучшение экологии?.
Развернуть ответ
Мел в своей основе – мономинеральная порода биохимогенного происхождения, сложенная кальцитом – CaCO3.
В составе этого минерала теоретически содержатся 56,03 % CaO и 43,97 % СО2.
Меловая добавка (или просто мел) в чистом виде широко применяется в сельском хозяйстве. При внесении полной дозы мела или извести
уменьшается кислотность и возрастает насыщенность почвы основаниями, создается благоприятная среда для роста растений и
жизнедеятельности полезных микроорганизмов. Кальций улучшает структуру почвы и повышает ее водопроницаемость и аэрацию,
значительно облегчает обработку тяжелых почв. При внесении нормальных доз мела или извести снижается содержание в почве
подвижных соединений алюминия, железа и марганца, они переходят в нерастворимую форму, и, поэтому, устраняется вредное действие
их на растения.
Природный мел практически не обладает морозостойкостью, после нескольких циклов замораживания и размораживания он распадается
на отдельные кусочки размером 1-3 мм. Это явление в некоторых случаях является положительным фактором. Так, например, при
использовании мела для раскисления почвы не обязательно его измельчать до крупности – 0,25 мм (известняковая мука), а можно вносить
в почву дробленый мел до - 10 мм. При замораживании и размораживании с ежегодным перепахиванием почвы кусочки мела
разрушаются и его действия по нейтрализации почвы сохраняются длительное время.
Использование мела в качестве наполнителя в производстве пластмассовых изделий, позволяет существенно снизить себестоимость
готовой продукции и улучшить ее качество. Потому что, несмотря на дешевизну, мел является привлекательной комбинацией высокой
белизны, яркости, низкой твердости, цены и практически отсутствием реактивных примесей. Для пластмассовых изделий используют мел
марок: М-5, М-90, М-90Т, М-40, МТД-1, МТД-2, ММС-1, ММС-2, ММОР.
Меловая добавка может быть получена как из чистого природного кальцита, так и методом осаждения при производстве фосфорных
удобрений из апатитов или производстве соды (для примеров). Существенной разницы нет. Кроме того, меловая добавка проходит стадию
гидрофобизации, благодаря которой мел становится не абразивным (не царапает шнек). Его частицы окружены органической пленкой,
которая и снимает абразивность мела. В таком составе меловая добавка не несет в себе вреда экологии.
В результате добавления меловой добавки в полимер происходит образование молекулы полимера с прочно сшитыми атомами кальция.
Даже при перемалывании отходов эта связь не разрушается. Поэтому меловую добавку, которая присутствует в изделии, и которое
утилизируется, нельзя сравнивать с исходным мелом. И такая композиция не должна попадать в почву. Она как все отходы полимеров
должна утилизироваться. Полипропилен разлагается более 50 лет. Полипропилен легко перерабатывается до 5-7 циклов использования.
Из вторичного сырья можно получать изделия с хорошими механическими свойствами.
Здравствуйте. Я из Туркменистана. Мы хотим производить полипропиленновые мешки из первичных гранул, маркой D30.
Я видел мешки производителей Турецких фирм, в сравнении с нашими Туркменскими производителями, мешки в размере 55×105 и весом
70 грамм, их наиболее прочные, при размере 55×105 и с весом 50 грамм. Подскажите, пожалуйста, какие добавки можно использовать
для прочности и снижения себестоимости? Заранее спасибо!.
Развернуть ответ
Из всех марок полипропилена, которые выпускаются на предприятии Туркменистана, для производства мешков больше подходит марка
TPP D 382 BF.
По техническим характеристикам TPP D 382 BF не уступает ТРР D30S, но рекомендован для получения пленочных изделий.
Если нет возможности использовать TPP D 382 BF, то можно составить композицию - ТРР D30S + TPP F 79 FB в соотношении
99,0 % : 1% или 99,5 % : 0,5 % .
Снизить стоимость изделия можно путем введения меловой добавки до 5 %, не более. В противном случае снизятся механические
свойства пленки. Это хорошо работает, если используется вторичное полипропиленовое сырье. При получении пленки из первичного
сырья лучше всего отработать правильный технологический режим (особенно температурный).
Вообще, для изделий, которые нагружаются лучше использовать блок-сополимеры ПП. Это смесь ПП и ПЭ. Присутствие ПЭ в ПП
увеличивает его модуль сопротивляемости нагрузке, что обеспечивает его прочность на растяжение.
Самое главное, чтобы в процессе производства пленки не было перегрева расплава полипропилена, так как он очень восприимчив
к перегреву. При изготовлении самих мешков аккуратно было подобрано соотношение температуры сварки и время выдержки ножей
при сварке. При сварке необходимо проверять и качество самих ножей.
Добрый день. Что можно сделать с полиэтиленовой пленкой (ПСД), что бы добиться максимального уровня трения, то есть
исключить скольжение пленки, при этом пленка не должна потерять свою прочность? Толщина пленки 20 мкм.
Развернуть ответ
Для повышения шероховатости поверхности в ПСД нужно ввести меловую добавку (концентрацию подбирают) вместе со стеаратом
кальция и/или цинка. Стеараты позволят снизить вязкость ПСД, тем самым мел будет равномерно распределяться в расплаве
полимера. Процент ввода стеаратов составляет порядка от 0,025% до 1%. Кроме стеаратов можно добавить линейный полиэтилен
или просто ПЭ (но не вторичный) до 5 % (подбирается опытным путем).
Существуют ли добавки, которые увеличат теплостойкость композиции из ПВХ? Сейчас добавляем АБС, но появилась
проблема охрупченности, как это решить?.
Развернуть ответ
При добавлении АБС в ПВХ, несмотря на их высокую совместимость, изделия могут быть хрупкими вследствие потери атомов хлора
при переработке. Температура плавления АБС выше, чем ПВХ. При температуре выше 1700 С начинается деструкция ПВХ
(потеря атомов хлора) и, как следствие, композиция теряет пластичность. Для повышения теплостойкости композиции можно
попробовать добавить хлорированный полиэтилен или аморфный диоксид кремния, или аэросил (плавленый кварц)
Свойства хлорированного полиэтилена.
По внешнему виду – это белый, слегка окрашенный порошок. Хлорированный полиэтилен (НСРЕ) не горюч, характеризуется отсутствием
токсичности, химически стабилен. HCPE по сравнению с ПВХ более термостоек HCPE при добавлении к ПВХ придает ему устойчивость к
ударным механическим воздействиям, особенно при низких температурах. Кроме этого, замещение на половину акрилатного
модификатора ПВХ на HCPE снижает стоимость полимера при улучшенном или неизменном качестве.
Аморфный (некристаллический) диоксид кремния с высокой удельной поверхностью, высокочистый синтетический кремнезем под
торговой маркой КОВЕЛОС представляет собой очень легкий микронизированный (размер частиц в зависимости от марки от 6 до 40
микрон) порошок белого цвета без вкуса и запаха с нанопористой структурой частиц, с выраженными сорбционными свойствами.
Аэросил представляет собой очень чистый аморфный, чрезвычайно легкий белый порошок, который в тонком слое кажется
полупрозрачным. Применяется для стабилизации сред и как загуститель. Улучшает тиксотропию, введение Аэросила препятствует
расслоению и оседанию твёрдой фазы, стабилизируя, таим образом, систему.
Оба эти вещества способны:
• повышать прочностные характеристики и износостойкость материалов пластиков – ПЭ, ПП, ПВХ АБС, резины, каучуки, и пр.,
• улучшать термодинамические характеристики (термостойкость, теплопроводность) материалов.
Добрый день, чем можно снизить физико-механические характеристики изделий из вторичного ПЭВД, сделать
более хрупким. Добавки, наполнители?.
Развернуть ответ
Снизить физико-механические характеристики изделия из вторичного ПВД можно:
1 - Если это литьевые изделия, то поработать с высокими скоростями впрыска. При этом в ПВД можно ввести вторичный ПНД
20-25% с / или без добавления мела (порядка 15-25%). Можно не добавлять вторичный ПНД, а только мел до 40% (поднимать
процент ввода поэтапно, так как вторичка всегда имеет неодинаковый ПТР). Температуру литья понизить на 2-3 градуса.
2 - Если это экструзия, то можно добавить мел и при этом снизить температуру расплава, чтобы образовался непроплав.
Добрый день, мы являемся производителями пленки полиэтиленовой. Хотим производить пленку ПВД термостойкую, чтобы
могла выдержать температуру до +130 градусов С, посоветуйте, пожалуйста, какую пиритную добавку надо вносить, и в каком процентном
соотношении. Будем очень признательны.
Развернуть ответ
Добавками в ПВД для повышения его термостойкости (теплостойкости) могут служить несколько видов минеральных наполнителей:
диоксид кремния, диоксид алюминия, доломит и др, а также рубленные химические волокна полиамидные или углеволокно.
Для экструзии пленок необходимо выбрать неабразивные компоненты. Наиболее подходящим минеральным наполнителем может быть
диоксид кремния (аэросил -плавленый кварц или же аморфный диоксид кремния). Оба эти типа улучшают термодинамические
характеристики (термостойкость, теплопроводность) материалов. Диоксид алюминия, доломит – абразивные наполнители.
Здравствуйте! Мы начали осваивать технологию изготовления спиральновитых безнапорных труб диаметром от 0,6 до 2 м,
они будут заглубляться в грунт на 3-5 м, есть материал вторичный ПВД (птр 0,52) и дробленка ПП блоксополимер 8300G. Скажите,
пожалуйста, можно, ли увеличить прочность только этими материалами? И как это сделать? Иван.
Развернуть ответ
Прочность изделия определяется однородным распределением материала по длине. Необходимо не допустить присутствие
областей с зонами разной плотности и плохой совместимостью компонент смеси в расплаве полимера, что вызовет сдвиговые
деформации при экструзии. Эти деформации резко снижают прочность и относительное удлинение изделия (важные характеристики
при нагрузке на изделие). Это значит, что ПВД и ПП хорошо перемешивались в зоне расплава, и при экструзии не появлялась
разнотолщинность стенок трубы. Для этого необходимо:
- ПЭ и ПП совмещаются в пропорции 20% ПЭ + 80% ПП, 80% ПЭ + 20% ПП и не иначе. Если не выдержать соотношение, то расплав
будет слоиться. Лучше вместо 20% добавлять 15-18% из-за нестабильного состава вторички.
- так как в качестве сырья будет вторичка, то необходимо частично восстановить структуру звеньев макромолекул полимеров. Для этого
необходимо добавить антиоксидант до 3% (подбирается опытным путем, так как параметры сырья нестабильные)
- для получения однородного по плотности расплава необходимо добавить процессинговую добавку – лубрикант также до 3% ( по
той же причине, что и антиоксидант). Лубрикант также снизит трение расплава полимера о стенки экструдера, что позволит получать
изделия с более гладкой поверхностью и снизить расход электроэнергии (это из практики).
Еще есть добавки – компатибилизаторы. Они очень хорошо работают на совмещение полимеров таких, как ПЭ и ПП. Они фактически
создают сбалансированный состав смеси.
Здравствуйте, хотелось спросить у вас совет по переработки плёнки. Занимаемся по переработки плёнки ПВД, купили 40 тонн
ПВД плёнки, но оказалось в этой плёнки 90% ПВД 158 гранулы, а 10 % полиамид. Вот из-за полиамида у нас не получается переработка,
она не вздувается в шар. Скажите, пожалуйста, как можно решить эту проблему, возможно ли вывести из этой плёнки полиамид?
Развернуть ответ
Полиамид трудно вывести из ПЭ, особенно когда это уже вторичное сырье. Есть вариант, гарантировать хороший эффект трудно, полиамид
плохо совмещается с ПЭ, но есть вещества, которые хорошо совмещаются с ПА и ПЭ. При добавлении этих компонентов произойдет
«связка» обоих полимеров и пленка будет раздуваться, хотя уже толщина ее будет большая (ну как получится). В данном случае есть три
вещества, с которыми совмещается ПЭ и ПА.
Иономерные смолы, которые образуют очень сильные связи с разнообразными подложками, даже имеющими совершенно другую
химическую природу, как например, стекло или металл. Такие иономерные смолы выпускаются многими транснациональными
концернами: Dow Chemical Company, Exxon Mobil Chemical, A.Schulman, Atofina, Borealis и другие.
Сополимер акриловой кислоты и полиэтилена – материал ЭАА. Акриловые функции, принесенные привитой полимеризацией на
полиэтилен, позволяют улучшить совместимость ПА.
Акриловые функции часто имеются у малеинового ангидрида. Это, например, такие реализуемые на рынке вещества, улучшающие
совместимость, как: Amplify GR-MA (Dow), Elvaloy PTW или Fusabond (DuPont).
Есть такие добавки, как компатибилизаторы, применяемые в качестве совместителей для смесей и композиций.
Добрый день. Изготавливаем профиль из вторичного УПС-825 ( литьевой) методом экструзии. Стоит задача понизить плотность.
Вспениваем: ЧХЗ-21, ZNO. Вспенивание недостаточно. При увеличении ЧХЗ идут пузыри. Подскажите, пожалуйста, какие ещё
добавки можно использовать. Повлияет ли на увеличение вспенивания понижение ПТР?
Развернуть ответ
Ударопрочный полистирол (УПС) представляет собой композицию макромолекул полиэтиленовой и полистирольной группы. Чтобы
улучшить вспенивание УПС нужно понизить его плотность. Этого можно достигнуть путем добавления полимера, который хорошо
совмещается с УПС, но имеет более эластичную структуру.
К таким материалам относится термопластэластомеры. Это блок-сополимеры, состоящие из жестких (PP или PS) и мягких (EPDM, SEBS,
SBS) блоков. В России выпускается аналогичный материал ДСТ (или он известен под названием «КРАТОН»).
Такие материалы позволяют получать материалы со свойствами вулканизированных каучуков, но перерабатывать их стандартными для
полимеров методами (экструзия, литье под давлением, формование). При этом возможно многократная, повторная переработка
отходов этих полимеров.
На практике можно к УПС добавить отходы мягких EPDM, SEBS, SBS. Кроме этих материалов еще подходит полимер «Сэвилен». Процент
ввода этих материалов подбирается опытным путем, так как отходы всегда имеют нестабильный состав. Он может составлять диапазон 3
– 10 %. При этом ПТР расплава не должен понизиться. Концентрация ЧХ-21 не должна превышать 2,5 %. Иначе пойдет пожелтение и
сильное газообразование полимера.
Пробуем производить прозрачный пвх (жесткий), получаются не совсем прозрачные и неравномерный выход массы через
фильеру гранулятор производства Тайвань шнеки 95. Валерий.
Развернуть ответ
Причиной неравномерного выхода массы жгута и снижение его прозрачности во-первых, может быть перегрев материала в камере
расплава (перепластикация) за счет повышенной температуры зон экструдера.
Во-вторых, в материале недостаточно термостабилизатора и внутренней смазки (лубриканта) для ПВХ. В качестве термостабилизатора
и смазки для ПВХ используется стеарат кальция или цинка (а лучше смесь 50:50). Снижение концентрации лубриканта уменьшает
пластичность и текучесть материала (процент ввода подбирается в зависимости от характеристики ПВХ). При этом в расплаве возникают
сдвиговые деформации, которые создают зоны неоднородные по плотности. А это приводит к неоднородному составу жгута и
неравномерному его выхода из фильеры. Если температура переработки при этом завышена, то в камере расплава начинается
деструкция ПВХ, потеря пластичности и прозрачности.
Ситуация в общем случае исправляется понижением температур зон экструдера или за счет регулирования оборотов шнеков и
дозатора (уменьшением производительности) или за счет уменьшения степени заполнения шнеков.
Добрый вечер, планируем в производстве одноразовой посуды из ПП (методом термоформования) полностью
перейти на вторичное сырье но есть опасения, что продукция полностью потеряем прозрачность (так как сырье белого либо серого
цвета с небольшим отблеском прозрачности, показатель текучести 3-10 ). Может стоить совместить первичку с вторичкой? Но в каких
пропорциях? Или при использовании вторичного сырья такого цвета для прозрачности необходимо использовать нуклеатор?
Пожалуйста, подскажите, как сохранить прозрачность продукции при переходе на вторичку? Заранее спасибо за ответ. Сергей.
Развернуть ответ
Сложна ситуация, дело в том, что вторичное сырье, которое предлагают, окрашено в белый цвет – это присутствие диоксида титана,
мела или талька в полимере, серый цвет – это комбинация белого красителя с сажей - их удалить невозможно. Разбавление
первичкой серого цвета может привести к появлению мутного, грязноватого тона. Разбавление белого цвета дает эффект
молочной мутности. Процент ввода первички при этом составит 80 – 90 %. Это не выгодно. Добавка нуклеатора придаст блеск
изделиям, но не увеличит прозрачность.
Может есть возможность вспенить этот материал и посмотреть насколько уменьшится мутность за счет большого размера пузырьков?
Мне как-то показывали стакан, в котором стенки прозрачные и в пузырьках (размеры пузырьков составляли от 2 мм до 5 мм). Можно
ли у вас организовать вспенивание газом? Или попробовать вспенить порофором – химическим вспенивателем ЧХ-21.
На практике при вспенивании изделий, которые уже не получались одинаковыми при окраске (у которых появлялись разводы,
смешение красителей), можно получить очень интересную структуру поверхности - блестящую, разводы не кажутся дефектом,
а естественным фоном. Если материал будет прозрачным, но не очень (грязноватый), то можно ввести 0,1 % перламутра. Может эти
моменты помогут переработать вторичное сырье.
Как добавить эластичности пнд 7617, чтобы не поменялось птр. Добавление пвд не подходит. Какие использовать
добавки? Алексей.
Развернуть ответ
Чтобы не изменился ПТР, а сам ПЭ стал пластичней в процессе производства, нужно добавить лубрикант. Процент ввода подбирается
в зависимости от условий переработки – температурного режима, качества полимера и составляет 1 – 3%. Эта добавка уменьшит
вязкость полимера. При этом повысится его пластичность (эластичность).
Добрый день! Покупаем первичные гранулы полиэтилена 108 марки. (брак производства при изготовлении кабельных
пластификаторов) гранулы сшитые-силаном. При производстве пленки на экструдере идет непроплав и рвется пленка, хотя
подмешиваем первичку 108 в количестве 80%, температуру держим 200С. Пленка даже 80 мкр рвется. Подскажите, пожалуйста, что
можно добавить, чтоб можно было больше подмешивать бракованную гранулу? Пытались даже заново эту гранулу прогнать через
гранулятор, эффекта нет. Спасибо. Рустем.
Развернуть ответ
Сшитый полиэтилен не перерабатывается при простом смешивании с первичным ПЭ. Для этого нужно добавить не менее 4%
малеинового ангидрида. Но и это не гарантирует хорошего качества при производстве пленки. В процессе получения пленки
идет ориентация ее полимерных цепочек. Сшитый полиэтилен даже при добавлении малеинового ангидрида не обеспечит хорошую
ориентацию «старых» цепочек наряду с цепочками первичного ПЭ.
Возможно, смесь 80% первичного ПЭ и 20% сшитого плюс 4-6% малеинового ангидрида даст положительный результат. На практике
у нас получался не очень хороший результат. Изделия все равно не обладают хорошими механическими параметрами. Успехов.
Добрый день! хотелось бы узнать Ваше мнение по следующим вопросам. При вспенивании полиэтилена на выходе из
вспенивающей печи заметно сильное газовыделение внутри на вентиляционном зонте образуется конденсат коричневатого цвета.
Что это может быть и как с его образованием возможно бороться. И в ряде случаев наблюдается разрывы кромки вспененного полотна.
Отчего может рваться кромка полотна? Скажите, как на это возможно повлиять. Владимир.
Развернуть ответ
Владимир, добрый день. Вы, возможно, используете порофоры типа ЧХ21 или ЧХ27, и сильное газовыделение может быть вследствие:
1 – температурный режим. Вспенивание порофора сопровождается экзотермической реакцией - с выделением тепла. Это приводит
к броску температуры материала, его перегреву (если не учитывался этот момент). При этом процент вспенивания не растет, но может
начаться окисление и деструкция самого ПВД (и пожелтение). Кроме азота начинает выделяться аммиак, который также будет
способствовать пожелтению изделия.
2 - передозировки порофора. Если Вы в качестве вспенивателя используете азодикарбонамид (ЧХ-21), то максимальная
концентрация порошка должна не превышать 2,5 – 3%. При большей концентрации будет наблюдаться пожелтение изделия.
3 - качеством порофора. Азодикарбонамид (ADC, ЧХ-21) - порошок в зависимости от размера частиц обладает гаммой светло-
желтого до оранжевого цвета. Промышленно выпускаются марки с размером частиц от 2,5 до 30 мкм. Все основные марки образуют
при разложении приблизительно 250 мл/г газа. Оптимальная температура, при которой разлагается азодикарбонамид, лежит в интервале
205 – 2150С.
Газ состоит из 65% азота, 32% моно оксида углерода и 3% других газов, включая аммиак и диоксид углерода. Несмотря на то, что
азодикарбонамид рекомендуют перерабатывать при температурах порядка 2100С, фактического разложения его можно добиться
и при более низких температурах. Как показала практика, для ПВД хорошая эффективность вспенивания была при температурном режиме -
180-190-200-2150С.
Кромка полотна и рвется от того, что сильное газовыделение при повышенной температуре процесса. Для того, чтобы не возникало
перегрева материала, вследствие протекания экзотермической реакции при разложении вспенивателя и потери свойств самого
вспенивателя необходимо использовать активаторы. Активаторами (kickers), позволяют снизить температуру разложения до
1500С. В качестве активаторов может использоваться широкий спектр соединений, таких как органические соли или
оксиды металлов (обычно цинка). Самым доступным активатором служит окись цинка.
Добрый день! Занимаемся производством фильтров из ПП волокна по технологии мельтблаун. Возникает вопрос по
альтернативному сырью, при использовании ПП Sitec H7910 c ПТР 900 все отлично, но проблема наличия. Использовали PPG 1350-21
c ПТР 40 + добавка Kompplen X5 15%, результат ниже среднего. Происходит падение производительности по роздуву. Может быть Вы
можете что то подсказать по сырью, а то создается впечатление что в России никто не производит волокна по технологии мельтблаун.
Владимир.
Развернуть ответ
Владимир, добрый день. Возможно, альтернативные марки ПП, в композиции с сэвиленом, смогут заменить ПП корейского
производителя. На практике сэвилен используют как материал, который хорошо совмещается с ПП, ПЭ, ПВХ и повышает текучесть
материалов. Он как бы растягивает звенья полимера и, тем самым, помогает вспениванию – разрыву звеньев цепочки. По технологии
мельтбаун происходит раздув ПП до состояния ваты. Здесь также происходит изменение цепочки полимера (начальная фаза).
Попробуйте использовать композицию - ПП предлагаемых марок + сэвилен + добавка Kompplen X5.
Добрый день. При производстве ППЭ ХС методом экструзии пленка из печи выходит жёлтого цвета. Почему проявляется
такое явление и как от этого можно избавиться. За ранее спасибо. Если проблема решима только вводом двуокиси титана то в каком
количестве его нужно.
Развернуть ответ
На появление желтизны на пленке может повлиять:
1 – температурный режим
Вспенивание порофора сопровождается экзотермической реакцией - с выделением тепла. Это приводит к броску температуры
материала, его перегреву (если не учитывался этот момент). При этом процент вспенивания не растет, но может начаться окисление
и деструкция самого ПВД (и пожелтение). Кроме азота начинает выделяться аммиак, который также будет способствовать пожелтению
пленки.
2 - передозировка порофора
Если Вы в качестве вспенивателя используете азодикарбонамид (ЧХ-21), то максимальная концентрация порошка должна не превышать
2,5 – 3% . При большей концентрации будет наблюдаться пожелтение изделия.
3 - качество порофора
Азодикарбонамид (ADC, ЧХ-21) - порошок в зависимости от размера частиц обладает гаммой светло-желтого до оранжевого цвета.
Промышленно выпускаются марки с размером частиц от 2,5 до 30 мкм. Все основные марки образуют при разложении приблизительно
250 мл/г газа. Оптимальная температура, при которой разлагается азодикарбонамид, лежит в интервале 2050С – 2150С.
Газ состоит из 65% азота, 32% моно оксида углерода и 3% других газов, включая аммиак и диоксид углерода.
Несмотря на то, что азодикарбонамид рекомендуют перерабатывать при температурах порядка 2100С, фактического
разложения его можно добиться и при более низких температурах. Как показала практика, для ПВД хорошая эффективность вспенивания
была при температурном режиме - 180-190-200-2150С. Для этого, чтобы не возникало перегрева материала, вследствие протекания
экзотермической реакции при разложении вспенивателя и потери свойств самого вспенивателя необходимо использовать активаторы.
Активаторы (kickers), позволяют снизить температуру разложения до 1500С. В качестве активаторов может использоваться широкий
спектр соединений, таких как органические соли или оксиды металлов (обычно цинка). Самым доступным активатором служит
окись цинка.
Но некоторые марки порофора имеют разный размер частиц, что также необходимо учитывать при установлении температурного режима
переработки материала. Для вспенивания сшитого ПЭ предпочтительнее крупнодисперсные марки с размером частиц 12-20 мкм и
площадью поверхности < 1 м2/см3.
Что касается введения минерального наполнителя.
Диоксид титана Вы выбрали только потому, что он термостойкий? Но это очень дорогой материал. Мы раньше использовали тальк.
Структура частиц талька способствует удержанию пузырьков пены и не дает им разрушиться в дальнейшем. Последние испытания
показали хорошие результаты по вспениванию ПЭ при добавлении 5 – 10% нанодисперсного сульфата бария. Он, как и тальк будет
способствовать созданию пузырьков и их сохранению. И, как утверждают литературные источники, сульфат бария служит хорошим
антипиреном.
Доброго времени суток! Вопрос: Как отделить дроблённый пнд (канистру) от прокладок, что попадаются в крышке
из под канистры? Заранее благодарны за ответ. Вадим.
Развернуть ответ
Отделить дробленый ПНД от прокладок можно только путем разделения фракций в жидкой среде. Плотность ПНД составляет
порядка 0,96г/см3. Плотность материала, из которого изготовлены прокладки, неизвестна.
Поэтому Вам нужно взять жидкость, плотность которой будет меньше плотности ПНД. При погружении в нее дробленки, ПНД станет тонуть.
Кусочки прокладки останутся на поверхности даже, если плотность их материала будет такой же, как и ПНД. Они будут некоторое время
оставаться на поверхности в силу своей малой толщины и пластинчатой формы.
Для этого можно взять:
- бензин – 0,68 (охлажденный) – 0,80 (200С)
- керосин – 0,82 – 0,84
- скипидар – 0,87
- ацетон – 0,813 (00С) -0,791 (200С)
- масло вазелиновое – 0,80.
Если плотность материала прокладок больше плотности воды, то материал будет тонуть, а ПНД будет на поверхности и его можно
аккуратно собрать.
Здравствуйте. Подскажите, пожалуйста, почему при производстве полиэтиленовой плёнки из ПВД марки 109 с ПТР 2.0
имеются непроплавы и мелкие гели. Можно ли это устранить изменением режима выпуска гранул ПВД? Или режимом экструдера?
Или примеси в этилене и инициаторе могут влиять на это? Спасибо! Виталий.
Развернуть ответ
Чаще всего образование геликов происходит при переработке полиолефинов, характеризующихся низкой температурой плавления –
полиэтилена низкой плотности (ПВД) и сверхнизкой плотности (VLDPE), а также полиолефиновых пластомеров (polyolefin plastomers)
– сополимеров этилена с олефинами, полученных на металлоценовых катализаторах.
Полиэтилен марки ПВД 109-3-020 относится к этому классу. Эта марка имеет нестабильный ПТР – разброс по ПТР составляет 12%,
а количество включений (остатков технологического процесса получения ПЭ) – 15%. Это говорит о том, что в расплаве полимера
присутствуют области с разной вязкостью и температурой (есть и зоны перегрева).
Такое состояние расплава способствует окислению поверхностных слоев пленки и химической сшивке молекул полимера под
действием высокой температуры, а также окислению оставшихся инициаторов полимеризации (включений), содержащихся в некоторых
партиях низкосортных полимеров (запускные партии, переходные марки, вторичные полимеры и т.п.). Чаще всего встречаются в ПЭВД,
ПЭНД, ЛПЭНП отечественного производства.
Неоднородный по температуре и вязкости состав при течении расплава в экструдере имеет различный коэффициент трения, что приводит
к появлению сдвиговых деформаций, и, следовательно, к возникновению микротрещин материала (геликам).
Следовательно, нужно уменьшить коэффициент трения (влияние сдвиговых деформаций). Для этого можно использовать скользящую
добавку и антиоксидант (термостабилизатор). Скользящая добавка не совмещается с полимером, а мигрирует на его поверхность.
Она покрывает внутреннюю поверхность материального цилиндра тонким слоем, и предотвращает накопление низкомолекулярных
остатков и окисленного ПЭ, снижая, таким образом, склонность материала к «сшиванию» и образованию геликов. Обычно, для
предотвращения их образования рекомендуется вводить 0,01-0,03% добавки.
Антиоксидант имеет сетчатую структуру. Он повышает термостойкость расплава и, тем самым, снизит температурные перепады.
Это приведет к снижению величины сдвиговых деформаций, что стабилизирует процесс производства рукава пленки. Кроме того, иногда
гелики представляют собой частицы нерасплавленной высокомолекулярной фракции (включения), присутствующей в полимере.
Основная причина возникновения непроплавленных частиц в пленке - несоответствие температуры плавления компонентов смеси и
температуры экструзии, в результате чего за время прохождения экструдера гранулы полимера и концентрата не успевают расплавиться
и образовать однородную жидкую массу.
Основными методами устранения непроплавов смеси являются технологические приемы – повышение температурных режимов экструзии,
в особенности, на последних зонах шнека, а также установка дополнительной, более плотной и частой фильтрующей сетки для улучшения
перемешивания расплава и предотвращения проскока в головку непроплавленных остатков гранул. В случае, если повышение
температуры экструзии приводит к подгоранию полимера, следует использовать концентраты термостабилизаторов в дозировке 1-2%.
Обычно, такие частицы образуются при преждевременном подплавлении гранул полимера в зоне загрузки экструдера.
Хорошо известно, что для получения качественного расплава необходимо, чтобы во второй зоне (зоне пластикации) полимер
образовывал твёрдую, уплотнённую плавящуюся пробку. Интенсивные сдвиговые напряжения в этой зоне обеспечивают
«перетирание расплава», что обеспечивает однородность плавления и перемешивания.
Здравствуйте. Мы производим транспортные и военные кейсы. Как создать в сердцевине сополимерного
полипропилена пластичных ячеек с вспенивающими агентами. Какие вспенивающие агенты и сколько процентов использовать.
С уважением, Ариф.
Развернуть ответ
Полипропилен – высококристаллический полимер. Его намного сложнее вспенивать из-за плотной укладки макромолекул. Для того,
чтобы улучшить качество вспенивания изделий из ПП, разработаны специальные марки полимера с большим количеством боковых
ответвлений (марки ПП, полученные на металлоценовых катализаторах). К таким материалам относится полипропилен с высокой
упругостью расплава (High Melt Strengths Polypropylene) – высоковязкие составы с низким показателем текучести расплава (ПТР не
более 1,5 г/10мин).
Для получения качественных экструзионных и литьевых изделий рекомендуется использовать не только высоковязкие марки ПП, но и
создать определенный температурный режим с резким изменением температурного профиля расплава для того, чтобы обеспечить
гомогенное перемешивание и вспенивание (зарождение газовых пузырьков) в 3 технологической зоне (зоне гомогенизации) экструдера.
Зарождение газовой фазы происходит, как правило, на гетерогенных центрах (флуктуации плотности). Резкое изменение температурного
профиля в расплаве и приведет к возникновению флуктуаций плотности.
Физические причины возникновения пузырьков:
Сначала в отливаемой детали формируется твердая внешняя оболочка, которая утолщается по направлению к центру с большей или
меньшей скоростью в зависимости от интенсивности охлаждающей формы. Однако в сердцевине изделия масса долго остается в
вязкотекучем состоянии. Внешняя оболочка отливки достаточно крепка, чтобы противостоять возникающим усадочным напряжениям.
В результате находящийся внутри расплав по мере охлаждения стягивается к наружным сторонам, образуя еще пластичную сердцевину.
Это меняет температурный профиль расплава. Появляются области с разными значениями плотности, которые способствуют
вспениванию порофора. Наступает момент, когда вспениватель начинает разлагаться с выделением газа (азота) и повышением
температуры расплава (идет экзотермичесая реакция), образуя газовые пузырьки.
Для этого необходимо:
- давление выдержки снизить
- уменьшить время выдержки под давлением
- температура стенок пресс-формы должна быть практически холодной (не более 30 градусов) – для обеспечивания быстрого отверждения
стенок изделия.
- температура массы должна быть выше, чем при обычном литье приблизительно на 7-12 градусов (в зависимости от марки ПП).
Как показывает практика, чтобы не появилась деструкция ПП, в материал необходимо добавить 1 - 3 % термостабилизатора и 1-3%
лубриканта.
Лубрикант – это внутренняя смазка полимера. Он предназначен для уменьшения вязкости материала. Его добавка позволит повысить
процент вспенивания ПП. Эти две добавки подбираются экспериментальным путем, так как их концентрация зависит от марки и
установленного технологического режима. Концентрация вспенивателя также подбирается опытным путем и составляет не более
2,5 -3%. Более высокие концентрации вспенивателя приводят к пожелтению материала.
Материалы вспенивателей. Порофор должен разлагаться при температуре, близкой к температуре переработки полимера, выделяя
как можно больше газа. Поэтому основные технические характеристики порофора - температура его разложения и газовое число.
Последнее показывает сколько газа (в см3) образуется при разложении 1 г порофора. Кроме этого, размер частиц порофора также
влияет на процесс вспенивания. Чем меньше частица, тем быстрее и активней протекает вспенивание.
Экструдируем, а затем раскатываем валками ленту из ПС 0,7 мм ширина 25 мм подходит только 825 (литьевой), если
825 es (экструзионный) или вторичка, лента ориентируется и ломается вдоль, ПТР литьевого 7,5 экструзионного 4 может это влиять
на ориентацию и если да как увеличить ПТР вторички. Михаил.
Развернуть ответ
Вы используете ударопрочный полистирол (УПС), который имеет самый высокий ПТР (7 г/10 мин) относительно остальных марок
825 (825EMS, EM, ES – 3 и 4 г/ 10мин).
Если ПТР будет низкий, то вязкость расплава будет высокой, растекаемость будет слабой, что приведет к плохому формованию ленты –
низкой пластичности (появлению внутренних напряжений, а это появление хрупкости) и уменьшению степени ориентирования расплава
полимера вдоль раскатывания.
Кроме того, что ПТР вторичного УПС может быть ниже 4 г/10 мин, вторичный УПС содержит внутренние напряжения, которые появляются
при экструзии или литье. Эти напряжения и способствуют появлению растрескиваний при повторной переработке.
Поэтому для улучшения структуры полимера, для ее восстановления и повышению ПТР может помочь добавление полимера «КРАТОН».
Концевые стирольные блоки полимеров Kraton обеспечивают хорошую совместимость с полистиролом общего назначения и
ударопрочным полистиролом, что делает полимеры Kraton хорошим модификатором ударной прочности.
Для матовых применений могут использоваться полимеры марок Kraton D1101, D1102 или D1184. Kraton D1184 – наиболее эффективная
марка, но она имеет наибольший молекулярный вес и поэтому ее сложнее перерабатывать. Kraton D1102 обладает минимальным
молекулярным весом и переработать ее проще остальных марок. Марка Kraton D1102 используется в тех случаях, когда в наличии
имеется только перерабатывающее оборудование со средним усилием сдвига (т.е. одношнековый экструдер).
Еще можно посоветовать использовать полимер EVA (сэвилен) и полимер СБС, в тоже время с полимером АБС совмещается с УПС
ограниченно. Для получения расплава УПС при экструзии рекомендуют температуру переработки 130 – 190оС.
Добрый день! Подскажите, пожалуйста, можно ли использовать для производства термоусадочной пленки только
Borealis FX 1002. Использовать его не как вид добавки, а просто использовать только это сырье.
Развернуть ответ
Для изготовления термоусадочной пленки используются разные марки ПЭ и разных производителей. Вот, например, марки ПЭНП:
15313-003; 17504-006 и 15813-020. Две первые марки предпочтительнее, поскольку их более низкий ПТР (0,3 и 0,6 г/10 мин)
свидетельствует о большем значении средней молекулярной массы полимера и, следовательно, о возможности достижения большей
степени вытяжки и ориентации.
Здравствуйте. Я изготовляю меловую гранулу 75% используя полиэтилен 0209 могу ли я его заменить на что-то дешевле по цене?
Или же как можно снизить цену меловой гранулы 75%? Заранее спасибо.
Развернуть ответ
Если я правильно поняла, то Вы используете линейный полиэтилен LL0209, производства Ирана? Концентраты пигментов или
минеральных наполнителей могут быть получены на основе ПЭНД, ПЭВД, атактического ПП, сополимера этилена с винилацетатом (ВА),
полибутена-1 (ПБ-1), В патентах часто используют олигомеры, низкомолекулярный ПЭ, полиэтиленгликоль (ПЭГ), полиэтиленовый воск
с ММ 5000–7000, смеси полимеров с восками.
Иногда концентраты содержат только ПЭ и ПП воски. Концентраты на базе восков (есть воски и для ПВХ) можно добавлять как в
полиолефины (ПЭ и ПП), так и в ПВХ.
Добрый вечер. Производим тонкостенные (0,58 мм) прозрачные коробочки (литье под давлением) для ватных палочек.
Используемое сырье- 100% полипропилен 4445S Нижнекамскнефтехим (фактический ПТР 40, время цикла 8 сек). Подскажите,
пожалуйста, каким более дешевым сырьем его можно заменить при условии сохранения производительности? Или что можно ввести
и в каком % для удешевления ПП смеси? Екатерина.
Развернуть ответ
Удешевить сырье можно введением минеральной добавки – мел или тальк. Но для горячеканальной системы литья это чревато, так
как мел абразивная добавка. А это, в свою очередь, повлечет разрушение гладкой поверхности экструдера и образованию сажистого
нагара на образующихся дефектах поверхности. Есть марки мела, размеры частиц которого составляют меньше микрона. Если Вы
уверены, что мел тонкодисперсный (частицы меньше микрона), то можете попробовать ввести в ПП (без потери прозрачности) до
5-10%. Если не уверены, то лучше не рисковать.
Тальк дороже. Но также большую роль играет размер частиц, хотя он не абразивный. Его процент ввода может составлять до 5%, так
как частицы талька имеют пластинчатую структуру.
Можно комбинировать две марки ПП, где ПТР второй марки больше, чем 40 г/10 мин.
Вы, конечно, знаете о такой добавке в ПП, как нуклеаторы. При добавлении этой добавки можно снизить время цикла, что
производительность не уменьшит, но увеличит количество изделий в единицу времени.
Приведем небольшое описание нуклеаторов. Снижают технологическую усадку. Ускоряют цикл литья, уменьшая время охлаждения
(на 5-40%). Повышенная скорость охлаждения может повышать уровень остаточных напряжений.
Изменяют структуру кристаллизующихся полимеров. Увеличивают жесткость полипропилена. Повышают прозрачность и снижают
мутность полипропилена (гомополимер, статистический сополимер). Увеличивают температуру кристаллизации ПП на 8-12оС
и ускоряют процесс кристаллизации. Прозрачность ПП увеличивается до 89% (для гомополимера), 93% (для статистического сополимера).
Для просветлителей полипропилена рабочая концентрация: 0.1-0.3% (для просветлителей на основе производных сорбитола: 0.2-0.3%,
на основе солей органических фосфатов и нонборнанкарбоновых кислот: 0.1-0.15%). Концентрат просветлителя добавляется в полимер
в количестве 1.5 - 4 %. Влияние на эксплуатационные свойства. Повышают жесткость, но уменьшают ударную прочность. Увеличивают
теплостойкость. Улучшают блеск.
Доброе утро, реально ли добиться нормального качества гофрированной трубы из вторичного сырья? Пытались смешивать
50 на 50, 50% - трубной пнд и 50% пнд 273-83, но, к сожалению, случаются порывы 1-2 на 100м сейчас перешли на 70% на 30% стало
лучше, но давление 49мПа, нагрузка двигателя 31А. Кроме красителя больше ничего не добавляем, температуры начиная с головки
225-220-215-210. Павел.
Развернуть ответ
Для экструзии труб можно брать вторичный трубный полиэтилен – ПЭ100 и ПЭ80 (и их аналоги), а также добавлять ПНД 273-83,
в соотношении 80:20 и не более. На практике удалось достигнуть неплохих при производстве труб из смеси ПЭ100 и ПНД
результатов.
Качество труб очень зависит от качества дробленки вторичного сырья. Если дробленка имеет разброс конгломератов по размерам
от 2 мм до 10 мм, то качество изделия будет не высоким, чтобы Вы не делали. Дело в том, что при использовании дробленки такого
фракционного состава, в экструдере в зоне расплава возникнут как перегретые частицы, так и области недорасплава полимера. На
выходе имеем трубу с зонами деформации или даже разрывы трубы, обусловленные присутствием в трубе участков разной
плотности материала. Надо просеивать дробленку, и мелкую фракцию надо оставлять. Вся дробленка делится на три фракции -
до 3-5 мм, 5-10 мм и выше 10 мм. И каждый раз использовать одну из трех фракций. Наиболее хорошая дробленка – это 3-5 мм.
Во-вторых, используя вторичку двух марок или только вторичный трубный ПЭ, необходимо добиться среднего одинакового показателя
текучести расплава смеси. Для этого необходимо добавить лубрикант от 1% до 3% (процент подбирается опытным путем, так как
вторичка каждый раз может иметь разное количество циклов переработки и качества экструзии в первом цикле).
Для улучшения качества готового изделия можно Вам порекомендовать использовать компатибилизаторы для ПЭ, которые выпускаются
в г.Унеча, Россия. Эти добавки способствуют восстановлению структуры цепочек молекул, хорошей сшивке разорванных звеньев.
Подскажите, пожалуйста, какие добавки надо добавить к Полипропилену А10, что бы увеличить эластичность деталей
при литье под давлением? Николай.
Развернуть ответ
Для уменьшения жесткости изделия можно в используемый полипропилен (ПП) добавить ПВД не более 15% с ПТР порядка 15-20 г/10мин.
Во-вторых, можно добавить просто лубрикант. Это добавка, которая снижает вязкость полимера и увеличивает его текучесть.
И еще, разработан модификатор, изменяющий текучесть полипропилена, снижающий вязкость, увеличивая при этом эластичность и
текучесть, увеличивающий ПТР. Такой добавкой является KOMPPLEN M PP 5X.
Применение KOMPPLEN M PP 5X:
- компонент для повышения ПТР (MFI) базовых марок РР;
- компонент для повышения ПТР композиций (компаундов) на основе РР;
- агент сшивающий для полиэтиленов;
Преимущества данного способа увеличения ПТР:
- простота использования (добавка вводится, как обычный суперконцентрат),
- малый % ввода (от 0,5 - до 2%).
Здравствуйте. Меня интересует, какие добавки можно добавлять в полиэтилен высокого давления низкой плотности
для того, чтобы можно было простерилизовать лек. средство текучим паром при температуре от 100 до 110 градусов по Цельсию
на протяжении 30 минут. С оговоркой, что общее количество, например антиоксидантов не превышало 0.3 %? Спасибо.
Развернуть ответ
Для изготовления капсул, в которых будут храниться лекарственные препараты, Вы используете ПВД - полиэтилен высокого давлении
(низкой плотности). Но температура плавления ПВД порядка 100 – 110 градусов С. Процент добавки – 0,3% не повысит
температуростойкость капсулы при стерилизации в течение 30 минут. Такой процент ее содержания мал. Норма ввода
термостабилизатора (или антиоксиданта) составляет до 3%. И это притом, что готовое изделие будет эксплуатироваться в обычных
условиях. Кроме температуры плавления есть еще температура размягчения полимера (температура Вика). Для ПВД она
составляет порядка 80 градусов. То есть, при стерилизации капсула будет уже размягченной. И, даже, если в полимер будет введена
добавка, то она может мигрировать сквозь стенки капсулы и разрушить лекарство.
Для этого лучше выбрать не ПВД, а полиэтилен низкого давления (высокой плотности) – ПНД. Его тепловые свойства выше, чем ПВД,
как температура плавления, так и температура Вика.
Температурные характеристики полиэтилена.
Полиэтилен высокого давления ПЭВД (ПЭНП) предел рабочих температур градусов С:
- верхний 60-70,
- нижний -45,
- температура плавления 100-108;
Полиэтилен низкого давления ПЭНД (ПЭВП) предел рабочих температур градусов С:
- верхний 70-80,
- нижний -60,
- температура плавления 120-135.
Использовать добавку в Вашем случае, я бы не советовала. Ввод добавок в сырье не всегда может быть правильно подобран
(неточность расчета или взвешивания). Поэтому в расплаве полимера могут быть не связанные радикалы добавки (если их процент
превышает 3%), которые мигрируют через расплав, а это для капсул с лекарственными препаратами не допустимо.
Желательно, чтобы антиоксидант был введен в сырье, в процессе производства полиэтилена. Существует целый ряд марок ПНД,
которые содержат эту технологическую добавку.
Здравствуйте! Скажите, пожалуйста, какая добавка подойдет для улучшения проливаемости изделия если
применяется вторичка для литья под давлением. Спасибо! Олег.
Развернуть ответ
Для литья под давлением лучше всего подойдет процессинговая добавка – лубрикант. Процент ввода составляет не более 3-4%.
Есть еще рециклинговая добавка (процент ввода не более 4-5%). Можете попробовать.
Но эти добавки не являются панацеей от остальных проблем, которые возникают при переработке вторичного сырья. Вторичка может
состоять из разных марок ПЭ, отходов производства волокон, пленок, литьевых изделий. Может представлять собой смесь
разноокрашенных кусочков дробленки. А может быть композицией ПЭ+ПП. И каждый вариант вторичного сырья имеет свои особенности
переработки.
Здравствуйте. Планируется использовать дробленый вторичный ПНД для производства напорных труб. Вопросы:
1. Как меняется ПТР при вторичной переработке «дробленки» полученной из изделий из первичного ПНД 273-83 с ПТР 0.4-0.65?
2. Нужны ли будут какие либо добавки в смесь «дробленки» подаваемую напрямую в экструдер?
3. Какое значение ПТР максимально допустимо для производства напорной трубы?
4. Возможна ли и в каком соотношении добавка в материал переработанных производственных отходов с помощью агломератора
(отходы - пластиковые мешки и отходы полипропилена баллен)?
Развернуть ответ
В процессе производства полимерных изделий образуются отходы ПЭ. При этом их плотность, ПТР, термостойкость отличаются от
параметров гранул ПЭ сырья. Это происходит вследствие изменения структуры молекулярной цепочки. Полиэтилен (как ПНД, так и ПВД),
появившийся после изготовления изделий, имеет большую плотность, теряет ПТР на 10 – 40% и термостойкость в зависимости от
методов и режимов переработки.
Для ПНД 273-83 ПТР имеет область от 0,4 до 0,65.Следовательно, если ПТР = 0,65 г/10мин, то при уменьшении на 40% его значение
будет составлять 0,39 г/10мин. Если ПТР = 0,4, то потеряв, 40% будет равен 0,24 г/10мин.
Максимально допустимое значение ПТР для экструзии труб – не более 0,8- 0,9 г/10 мин.
Для производства изделий в некоторых случаях используют агломерат (регранулят), а иногда просто дробленку. Как показала практика,
при экструзии труб необходимо использовать только регранулят.
При экструзии труб необходимо, чтобы из камеры расплава материал вытекал ламинарным потоком, однородным по плотности с
минимальным трением о металлические поверхности экструдера. Только такой режим обеспечит получение параметров, близким
к требуемым.
Дробленка может быть получена из ПЭ одной марки, или же представлять смесь полиэтиленов разных марок, после экструзии.
Но бывает, что отходы ПЭ представляют собой смесь от производств литья и экструзии, и при этом разных марок.
Дробленка – это кусочки полимера с широким разбросом по размерам и форме Плотность кусочков дробленки разная (при литье
изделий плотность сильно зависит от давления и скорости литья), вследствие механической (при дроблении) деструкции и
термодеструкции каждый кусочек имеет разную степень разрушения звеньев молекулярной цепи.
Если такую смесь сразу запустить в экструдер, то получить однородный расплав за определенный промежуток времени (прохождения
материала по всей линейке экструдера) не получится. Возникнут зоны с разной плотностью (из-за недоплавов больших кусков и
переплава мелких), что приведет к возникновению сдвиговых деформаций при экструзии трубы, которые резко снизят ее
механические параметры. Регранулят из такой смеси также не даст хороших результатов, так как гранулы не будут одинаковые
по плотности.
Для получения однородного состава необходимо в смесь добавить два компонента – процессинговую добавку – лубрикант (3- 4%)
и антиоксидант (не более 3%).
Процессинговая добавка при нагревании материала будет способствовать уменьшению вязкости кусочков смеси. Тогда более
крупные частицы дробленки будут быстрее размягчаться и быстрее поглощать мелкие, чтобы последние не успели расплавиться и
подгореть.
Во-вторых, применение лубриканта позволит снизить коэффициент трения ПЭ о металлические поверхности экструдера, что повысит
качество (глянцевость) поверхности трубы и снизит расход электроэнергии.
Добавка антиоксиданта в ПЭ с пониженной вязкостью будет способствовать сшивке разрушенных цепочек (увеличению их длины),
то есть к максимально возможному восстановлению первоначальной структуры молекул.
С использованием лубриканта и антиоксиданта новый ПТР будет отличаться от первоначального значения приблизительно на
10 -15 %. Процент ввода добавок подбирается экспериментальным путем, так как неизвестно соотношение компонентов смеси
отходов и их качество.
Для снижения энергозатрат есть еще один компонент. Вместе с регранулятом в бункер засыпать (не более 3% , так как большое
количество добавки может привести к проскальзыванию шнека) скользящую добавку (перемешав их перед загрузкой). Эта добавка
не совмещается с ПЭ и мигрирует из него, создавая на металлических поверхностях защитную пленку. Такая пленка образуется в
течение 10 -15 минут экструзии и сохраняется приблизительно в течение 200 – 300 часов работы. То есть, эту добавку применять
через 8 – 10 дней. При этом снижается расход электроэнергии до 10 – 15 % (проверено на практике).
Некоторые фирмы предлагают добавку – рециклинг. В ее состав уже входят данные добавки в определенном процентном соотношении.
Но лучше опытным путем подобрать проценты ввода лубрикант/антиоксидант для отходов, используемых на своем производстве.
Для производства труб (напорных) нежелательно использовать композиции из отходов ПЭ и ПП из отходов пакетов (пленки),
особенно биг-бэгов. В составе отходов биг-бэгов присутствует полиамид (остатки от ручек или дополнительно протянутых волокон).
Полиамид (ПА) – высокотемпературный полимер (Тпл = 2600 С) даже незначительная часть ПА создаст точечные зоны для
возникновения сдвиговых деформаций, которые ни в коем случае не должны быть при экструзии напорной трубы. Отходы пластиковых
пакетов, упаковочной пленки представляют собой ориентированный в направлении вытяжки материал, который плохо переплавляется
вторично.
Полиэтилен и полипропилен относятся к одному классу полимеров – полиолефинов, но совмещаются только в пропорции ПЭ:ПП – 80:20
или 20:80. Для лучшего совмещения ПЭ+ПП или отходов ПЭ, полученных от разных производств необходимо добавлять
компатибилизаторы (совместители).
Добрый день. Подскажите, пожалуйста, температурные режимы переработки стрейч пленки.
Какие добавки можно использовать для получения максимально светлого регранулята. Экструдер EREMA 1914 TVE. Шнек 140 мм.
Спасибо. Роман.
Развернуть ответ
Уважаемый Роман. Наиболее вероятно для получения светлой гранулы необходимо в отходы стретч-пленки добавить линейный
ПЭ (порядка 2-5%) и антиоксидант (не более 3%).
Добрый день. Скажите пожалуйста, какие добавки необходимо добавить для того чтобы получить прозрачную гранулу вторичного полипропилена из
биг-бегов. Людмила.
Развернуть ответ
Если Вы используете отходы неокрашенных мешков и биг-бэгов, то чтобы получить новый материал, необходимо вторичные отходы
смешать с маркой первичного ПП-гомополимера в пропорции не менее 90% :10% или статического (рэндом) в пропорции не более
90% :10% (первичка).
Для того, чтобы восстановить химические связи, которые были потеряны при изготовлении нитей биг-бэгов и для получения однородного
нового состава расплава полипропилена, нужно добавить совместитель (компатибилизатор) для ПП. Эта добавка повысит прозрачность
новых гранул ПП.
Чтобы расплав ПП начал кристаллизоваться при более высокой температуре (что еще больше будет способствовать улучшению
прозрачности), необходимо использовать другую технологическую добавку - нуклеатор.
Приведем некоторые марки полипропилена, которые можно купить на ведущих предприятиях.
- гомополимеры Бален (Уфаоргсинтез) – 010003, 01031, 01050, 01130, 01270.
- статистический ПП – Бален – 03015, 03018, 03020, 03050
- ПП с пониженной мутностью – 21020-ПМ1, 21030-ПМ1, 21080-ПМ1
- марки «Нижнекамскнефтехима»
- можно использовать и импортные марки, например - SABIC PP 511А, PP гомополимер, полипропилен – PP.
Добрый день. Мы производим одноразовую посуду литьем под давлением из ПП и ПС. Дробим отходы ПП и ПС. Хотелось
бы узнать, можно ли каким-то образом использовать отходы дробленые полипропилена вместе с полистиролом, то есть перемешанные.
Может быть с использованием добавок. Виктория.
Развернуть ответ
Можно ли использовать отходы смеси ПП и ПС определенно сказать трудно. Но попытаться можно, если попробовать использовать
полимеры, которые одинаково совмещаются с ПП и ПС.
Сэвилен одинаково совмещаться может с ПП и ПС. Поэтому, подобрав концентрацию сэвилена и антиоксиданта можно получить новую
композицию. Сэвилен нужно брать с ПТР не более 5 – 10 г/10мин, а процент антиоксиданта не более 3%.
Еще можно использовать термоэластопласт SBS, который также совмещается с ПП и ПС. В этом случае материал будет более
пластичным и для одноразовой посуды не подойдет.
Можно попробовать смесь ПП и ПС вспенить, добавить вспениватель. Можно попробовать вспенить и смеси ПП+ПС+сэвилен (только с
ПТР больше 10 г/10мин) и ПП+ПС+ SBS. Антиоксидант добавлять в любом случае – он поможет лучшему связыванию материалов.
Вместо SBS можно попробовать взять КРАТОН. Вы получите новые материалы и, возможно, сможете найти им применение в производстве
других изделий.
Добрый день. Подскажите у вас есть добавка в полипропилен (пластификатор) для снятия остаточной напряжения
в изделии дпк. Производим изделия 50% вторичный 030 и 50 % древ.мука. Через сутки детали ведет, теряют форму.
Спасибо, Эдуард.
Развернуть ответ
Древесно-полимерная конструкция (ДПК ) -это композиция, в которой полимер играет роль матрицы, а древесная мука – это
наполнитель. Полимеризация ДПК зависит от исходных параметров древесной муки – процента влаги древесной муки, размера
частиц и природы древесных опилок.
А) – процент влаги
Частицы муки имеют слоистую структуру. Между слоями целлюлозы даже после сушки может сохраняться влага (не более 8%). При
введении в расплав полимера влага испаряется и образует пустоты (каверны) между полимером и частицами муки, что снижает
совместимость полимера с частицами муки. При остывании влага испаряется из композиции. Изделие стремится к конечному размеру,
но за счет оставшихся пустот образуются зоны разрыва частицы с полимером, возникают сдвиговые деформации. Это и приводит к
короблению изделия после окончательного остывания.
При увеличении скорости сдвиги (экструзии) влияние наполнителя на вязкость расплава становится меньше и решающую роль играет
полимерная матрица, а при пониженных скоростях сдвига вязкость ДПК определяется, главным образом, характеристиками древесной
муки. Поэтому, для снижения коробления следует увеличить скорость экструзии. Температура также влияет на вязкость расплава.
Поэтому можно увеличить температуру расплава. При изменении этих двух параметров, оставшаяся влага будет быстрее испаряться и
не создаст пустот в расплаве.
Б) – размер частиц
Частицы древесной муки представляют собой игольчатую слоистую структуру. И чем больше соотношение длина/диаметр (иначе
форм-фактор), тем хуже будет экструзия ДПК. Это связано с тем, что в процессе экструзии происходит ориентация частиц муки вдоль
потока экструзии. Если частицы имеют большой форм-фактор, то ориентация не составляет параллельное течение частиц с потоком.
А это вызывает его торможение и образование сдвиговых деформаций, которые приводят к образованию неоднородностей по плотности,
снижают вязкость и при остывании ДПК приводят к короблению изделия.
Оптимальным признан размер частиц древесной муки марки Д 180 – 170 мкм. Влияние наполнителя особенно проявляется уже после
дозировки свыше 30%.
Добавки в ДПК
Частицы древесной муки и полипропиленовая матрица имеют разные полярности. Полярные частицы древесной муки и неполярные
– ПП. И чем выше концентрация муки, тем фактор их несовмещения увеличивается. При 50% добавлении муки поверхность изделия
становится шероховатой. При этом растет риск деформации изделий – их усадка и коробление.
Для этого необходимы технологические добавки, которые уменьшали вязкость расплава, увеличивая скорость экструзии и увеличении
степени ориентации частиц древесной муки.
Для ПП в качестве совместителей (агентов сшивания) используются полиолефины (ПП или ПЭ), функционализированные малеиновым
ангидридом – «ЭталитенРР».
Для снижения вязкости есть также смазки – внутренние и внешние. Внутренние – это стеараты металлов и лубриканты. Совместно
использовать малеиновый ангидрид и стеараты нельзя, так как они могут блокировать действие агентов сшивания. В данном случае
необходимо применять лубрикант, который обладает свойствами поверхностно-активного вещества и, тем самым, улучшает
совместимость древесины и полимерной матрицы. Как отмечают литературные источники, еще можно в качестве внутренней смазки
использовать техническую добавку ПАФ-13А (ТУ 2439-360-05763441-2001, ОАО «Химпром»). Она хорошо работает, если древесная мука
содержит, в основном, хвойные породы.
Но если экструзия не требует дополнительного вмешательства, то на начальной стадии можно попробовать использовать скользящую
добавку. Она позволит снизить коэффициент трения между поверхностью корпуса шнека и самим шнеком и , тем самым не позволит
снизить скорость экструзии, торможения расплава. Можно сочетать добавку «ЭталитенРР» и скользящую добавку. Скользящая добавка
не совмещается с полимером и мигрирует на поверхность расплава, образуя на поверхности скользящий слой.
Добавка наноглины
В данное время ведутся разработки по внедрению наноглины в полимеры и их композиции. Получены результаты по добавлению
наноглин в ДПК. Диспергировании наноглин в ДПК практически не изменяет предел текучести при растяжении, модуль упругости при
растяжении увеличился на 22%. Это объясняется интеркалированием полимерного связующего в межслоевое пространство наноглины.
Кроме того, отмечается высокое сродство полимерного связующего и наноглины (модификатор).
Повышение этих параметров объясняется следующим: в древесной муке может сохраняться влага, которая при экструзии мигрирует
из муки в полимер, наноглины гигроскопичны и, смешиваясь с макромолекулами воды в полимере, поглощают ее, тем самым исчезают
каверны, расплав становится однородным, а, следовательно и более прочным.
Производство тубы для косметической продукции из tipelina 6300b+полиэтилен 15803-020 после запайке тюбиков
1 - не держит шов запайки; 2 - появляются трещины по истечении 3-10 суток на изгибе около 5мм от шва запайки. В чем причина?
Заранее благодарен. Дмитрий.
Развернуть ответ
В композиции ПНД+ПВД не выдержано соотношение = 20:80 или наоборот – 80:20 (%). Так как ПТР ПВД15803-020 намного больше
(2,1 г/10мин), чем ПНД (0,3 г/10мин), следует выбирать соотношение ПНД+ПВД -80:20 (даже можно 15:85).
ПВД и ПНД совмещаются ограниченно. Если соотношение неверно, начинается расслоение смеси c образованием блочной структуры.
Блоки имеют разную плотность. Естественно, что после окончательной полимеризации, в изделии образуются сдвиговые напряжения,
которые и могут привести к растрескиванию оболочки, тем более на изгибе.
Для того, чтобы исключить фактор плохого совмещения, нужно использовать компатибилизаторы – совместители.
Здравствуйте! Мы занимаемся переработкой вторичной полиэтиленовой пленки. Вопрос следующий. Подскажите, каким
образом можно осветлить гранулу Стрейч? На каком этапе производственного процесса? Что при этом необходимо добавить?.
Развернуть ответ
Вы хотите из вторичной пленки получить гранулы для производства стретч-пленки?
Тогда, чтобы получить прозрачную гранулу, которая пойдет на изготовление стретч-пленки, необходимо вначале получить максимально
светлую гранулу ПЭ. А затем полученные гранулы ПЭ смешать с гранулированным ПИБ (4-8%), перемешать и запустить в экструдер.
Чтобы получить светлую гранулу ПЭ необходимо:
- если только ПВД, у которого число циклов переработки не более трех, то достаточно добавить антиоксидант, не более 3% и линейный
ПЭ – 3-7%
- если только ПВД, но число циклов переработки больше трех, то кроме антиоксиданта (обязательно) надо добавить линейный ПЭ
до 10%.
Все добавки перемешиваются и вводятся на начальном этапе процесса производства.
Чем можно увеличить текучесть вторичного полиэтилена (литье под давлением)? Какие добавки (наполнители) можно
использовать для удешевления? Алекс.
Развернуть ответ
Повысить текучесть вторичного ПЭ можно:
- если только ПВД и число циклов переработки не более трех, то достаточно добавить антиоксидант, не более 3%. Можно ввести до 5%
первичного ПЭ с ПТР порядка 10 – 17 г/10 мин. плюс антиоксидант или 0,1% стеарата кальция.
- если только ПВД, но число циклов переработки больше трех, то кроме антиоксиданта (обязательно) надо добавить полиэтиленовый
воск порядка 1-3%. Можно добавить до 5% первичного ПЭ с ПТР порядка 10 – 17 г/10 мин или сэвилен с ПТР 5-7% или линейный ПЭ
порядка 5 -10%.
- если присутствует композиция ПВД и ПНД, то нужно добавить лубрикант и антиоксидант в соотношении не более 3+3% плюс 5-10%
первичного ПВД с ПТР до 17 г/10 мин, 3-7% сэвилена с ПТР 5-7% или линейный ПЭ порядка 5 -10%.
- если композиция состоит из довольно «старых» ПВД и ПНД, то к этой смеси добавить полиэтиленовый воск – до 3%. и обязательно
лубрикант и антиоксидант. Далее можно использовать варианты с добавлением первичного ПВД, или сэвилена, или линейного ПЭ с
параметрами, указанными выше.
Так как не указаны значения, до которых необходимо повысить текучесть, то предложенные варианты носят рекомендательный характер
Есть еще рециклинговая добавка, которая играет ту же функцию, что и совместное добавление антиоксиданта плюс лубрикант. Но так как
отношение ПВД и ПНД не стабильно, то лучше добавки вводить отдельно.
Подскажите пожалуйста, имеем в наличии большой объем дробленный мешок пп 030.Пробуем производить из него
продукцию, путем литья под давлением. Через день два изделие ведет, коробит. Может, возможно, введение лубрикантов или
применение смеси пнд пвд для избежания проблемы. Алексей.
Развернуть ответ
Все дефекты литья проявляются не раньше, чем через сутки, так как полная полимеризация материала не наступает после остывания
изделия. Возникновению коробления или утяжин могут способствовать как качество состава полимера, так и параметры литья.
В Вашем случае сырье представляет собой дробленый ПП. Во вторичном ПП могут быть отходы литьевых изделий, мешки биг-бэгов и т.д.
Марка ПП 030 применяется очень часто, поэтому допустим, что состав может быть смешанным.
Полипропилен из дробленых мешков представляет собой кусочки волокон, которые имеют ориентированную структуру и
перерабатываются плохо. Дробленка литьевых изделий представляет собой неоднородную массу по плотности материала, так как
каждое перерабатываемое изделие было получено при разных давлениях, температурах, имело разную форму, толщину, а, следовательно,
ПТР и плотность. К тому же полипропилен - это материал, который имеет большую степень усадки, что повышает склонность к
существенно большей деформации изделий. Поэтому при переработке ПП необходимо улучшить его пластические свойства не только для
смешанных составов (ПП литья и волокон), но и для литьевых отходов. Повышение пластичности снизит степень усадки, улучшит качество
формование изделия в пресс-форме. Для этого необходимо добавлять процессинговую добавку – лубрикант. Его необходимо
добавлять до 3% в зависимости от качества состава. Он играет роль «размягчителя» расплава. В расплаве имеются зоны с разной
плотностью, которые приводят к образованию сдвиговых деформаций, которые формируют точки деформации изделия.
Лубрикант уменьшает вязкость расплава. При этом улучшается его перемешивание и устанавливается средняя для всего расплава
плотность. Вероятность возникновения сдвиговых деформаций падает. В случае, если состав смешан из отходов литьевых изделий и
волокон, необходимо добавить от 5 до 15 % (не более) ПВД, по усмотрению. Использовать ПНД можно, но не более 10%, так как он
менее пластичен. И лубрикант все равно надо не исключать.
Известно, что показатель текучести отходов ПП увеличивается с увеличением циклов переработки. Поэтому для того, чтобы ПТР
вторичного материала соответствовал нужному значению, используют первичный ПП. Для примера приведем результаты наших
испытаний составов композиций на основе только ПП (Таблица № 1).
Если блеск не играет роли при получении новых изделий, можно добавить минеральный наполнитель – мел, каолин, тальк,
лубрикант тоже. Но в данном случае можно ввести полиэтиленовый воск не более 2%.
Второй добавкой в расплав ПП может служить нуклеатор. Его функция состоит в ускорении начала кристаллизации ПП в
пресс-форме. Это может уменьшить время выдержки под давлением, но при условии, что температура расплава и давление впрыска
(с повышением давления впрыска температура полимера увеличивается) не будут завышены.
Лубрикант помогает снизить давление впрыска, время выдержки под давлением, та как вязкость расплава снижена, а растекаемость,
скорость и качество заполнения пресс-формы повысилась. Особенно это касается изделий, если толщина стенок неравномерная.
Причины, обусловленные параметрами литья, могут быть следующие:
- неравномерно нагрета пресс-форма или ее температура слишком низкая,
- слишком высокое давление впрыска – снизить давление и раньше переключать с давления впрыска на выдержку под давлением,
- слишком короткое время охлаждения,
- слишком высокое давление выдержки.
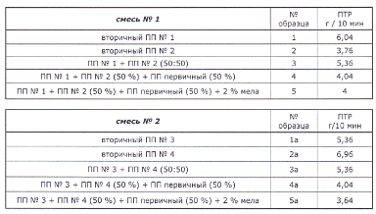 | |
Добрый день. Мы занимаемся переработкой вторичных полимеров пнд пвд пп. Целесообразно ли использовать осушители
для влажной пушенки? И при какой влажности? Юрий.
Развернуть ответ
Содержание остаточной влаги для полиолефинов (ПВД, ПНД, ПП) после сушки должно составлять приблизительно 1 % масс. Поэтому
добавлять осушитель желательно, процент ввода - до 5 %.
Здравствуйте. Как повысить (с помощью чего) ПТР у поликарбоната с 7 до 20? Дмитрий.
Развернуть ответ
Так как поликарбонат хорошо совмещается с АБС-пластиком, то советую использовать вариант получения композиции АБС-ПК.
Вот марки АБС, ПТР которых может дать нужный результат:
АБС 1030-30 - ПТР 20 – 30 г/10 мин,
АБС 1030-31 – ПТР 30 г/10 мин,
Дискар АБС/ПК – ПТР 12 – 20 г/10 мин,
Дискар-СП АБС/ПК ПТР 20 – 53 г/10 мин.
Добрый день!
Вопрос следующего характера: Подскажите, какие основные моменты нужно учитывать, при чистке головы экструдера и как правильно выставить
зазор? Нужно ли после чистки обрабатывать силиконом?
.
Развернуть ответ
При чистке экструдера необходимо взять термостойкий полимер – это полипропилен (можно вторичный на этапе смеси с чистящим
веществом). Температура расплава ПП с чистящим веществом должна соответствовать рабочей температуре ПП. Процент чистящего
вещества равен 8 – 10 %. Время выдержки смеси ПП + частящее вещество по всей длине экструдера до выходной фильеры составляет
10 -18 мин (шнек не вращается) Вот поэтому берется ПП. После выгонки смеси можно вторичным ПП. Затем надо взять первичный ПЭ
или ПП (с чем работаете), добавить 3 %;скользящей добавки на эрукамиде и прогнать в течение 5 -10 мин через весь экструдер. На
стенках экструдера и шнеке образуется защитная пленка, которая будет способствовать хорошему течению расплава. Силиконом не
нужно обрабатывать. Он обладает большей вязкостью, чем добавка, что может снизить уровень скольжения.
Здравствуйте. Подскажите, какой газ выделяет полипропилен при горении? В какой степени он опасен для человека?
Заранее благодарен за ответ Сергей Николаевич.
Развернуть ответ
Полипропилен горит светлым пламенем с голубой сердцевиной, чувствуется резкий запах парафина и дегтя. Такие полимеры, как
полиэтилен, полипропилен и полистирол, не причиняют большого вреда, если горят при высокой температуре (большом пламени).
Они быстро превращаются в углекислый газ и водяной пар. Но если горение вялое – тление, то образуется плотный черный дым,
содержащий канцерогенные полуароматические углеводороды (ПАУ) и акролеин – раздражающее вредное вещество.
Вследствие своей высокой реакционной способности акролеин является токсичным, сильно раздражающим слизистые оболочки глаз
и дыхательных путей соединением. Он появляется также при жарке сливочного и растительного масел на большом огне.
Добрый день. Наша компания занимается производством вспененного полиэтилена на основе ПВД 158 и бутан-
пропановой газовой смеси. Экструдер состоит из 14 зон, 7 из которых зоны охлаждения. Зоны нагревания имеют постепенный рост от
120 (1зоны) до 190 (6 зона). Знаем что есть подвспениватели, т.е. добавки на основе порофора, которые дополнительно, а в некоторых
случаях в зависимости от пропорции полностью вспенивают полиэтилен.
Вопрос - возможно ли такие концентраты использовать как незначительные добавки при экструзии полиэтилена ПВД 158 при газовом
вспенивании? Или применение добавок требует пересмотра всего технологического режима, т.е. каких-то стабилизаторов или
многоэтапный цикл? Будем признательны за консультацию данному вопросу.
Развернуть ответ
Для вспенивания полимеров используются физические методы (вспенивание газом) и применение химически соединений (это могут быть
как неорганические, так и органические соединения).
У каждого из этих методов есть свои достоинства и недостатки. Очевидно, что использование физических газообразователей
экономически более выгодно, но требует больших капитальных затрат на специальное оборудование и предъявляет строгие требования
к производству с точки зрения взрыво-пожаробезопасности. Химические вспениватели дороже, но их можно применять на стандартном
оборудовании и не требуются специальные меры пожарной безопасности.
Ниже приведем небольшую справку о порофорах.
Обычно вспенивающие агенты характеризуются по нескольким основным параметрам – температура начала разложения, температура
максимального разложения, температурный интервал разложения, объем газа, выделяющегося при данной температуре, экзо или
эндотермический тип реакции разложения.
Представителями первой группы - диамид азодикарбоновой кислоты (азодикарбонамид, азоформамид, техническое название ЧХЗ-21),
азоизобутиронитрил (ЧХЗ-57), диэтиловый эфир азомуравьиной кислоты (ЧХЗ-4), бариевая соль азомуравьиной кислоты (ЧХЗ-24),
азоизобутироамидоксим (ЧХЗ-23).
ЧХЗ-21 — вспенивающий агент для поливинилхлорида, полиолефинов, полистирола, полиэпоксидов, полиэфиров, эфиров целлюлозы,
АБС-пластиков, различных сополимеров, каучуков и резин. Дозировка — 2-10%.
ЧХЗ-57 — применяется для поливинилдехлорида, полистирола, полиолефинов, хлорированного и хлорсульфированного полиэтилена,
полиуретанов, полиизоцианатов, полиамидов, поливинилбутираля, поливинилового спирта, полиэфиров, фенолформальдегидных и
эпоксидных смол, АБС-пластиков, сополимеров акрилонитрила и бутадиена, этилена и винилацетата, различных каучуков и резин.
Дозировка - 0,1-20%.
ЧХЗ-23 — вспенивающий агент для натурального, полиизопренового, полихлоропренового и карбоксисодержащих каучуков.
Дозировка - 5,0-7,5%.
Одним из самых важных материалов является азодикарбонамид (ADC) азодикарбонамид, азоформамид, техническое название
(ЧХЗ-21). Потребление его составляет приблизительно 85% от всех применяемых в Западной Европе вспенивающих добавок. Это
соединение используется для вспенивания большинства общетехнических термопластов и эластомеров при литье, экструзии и
ротационном формовании.
Азодикарбонамид (ADC) – представляет собой мелкодисперсный порошок от светло-желтого до оранжевого цвета в зависимости
от размера частиц. Промышленно выпускаются марки с размером частиц от 2,5 до 30 мкм. Все основные марки образуют при
разложении приблизительно 230 мл/г газа. Разрешается применять в изделиях, контактирующих с пищевыми продуктами по
европейскому (EU) и американскому (FDA) законодательствам. Оптимальная температура, при которой разлагается азодикарбонамид,
лежит в интервале 205гр.С - 215гр.С. Реакция экзотермическая (с выделением тепла) и автокаталитическая.
Несмотря на то, что азодикарбонамид рекомендуют перерабатывать при температурах выше 210гр.С, фактическое разложение
начинается при более низких температурах.
Для ускорения начала вспенивания используют так называемые активаторы. Одним из них является окись цинка. При добавке
15 окиси вспенивание начинается при 150гр.С.
Оптимальная температура, при которой разлагается азодикарбонамид, лежит в интервале 205гр.С - 215гр.С. Реакция
экзотермическая (с выделением тепла) и автокаталитическая. Основной газ, выделяющийся во время переработки - азот. Материал
не разлагается полностью до газообразных продуктов. При разложении образуется 35% газа, 40% твердого остатка, и 25% сублимата.
Газ состоит из 65% азота, 32% монооксида углерода и 3% других газов, включая аммиак и диоксид углерода. Аммиак образуется в
основном при высоких температурах. Твердые остатки и сублимат - 60% уразола, 35% циануровой кислоты, 3% диамида
гидразодиугольной кислоты и 2% циамелида и карбамида (мочевина).
Практика использования ЧХЗ-21 и ЧХЗ-57 показала, что аммиак может вызывать сильные выхлопы. А это повышает
взрывоопасность при взаимодействии с газом. Его концентрацию невозможно контролировать, потому что он может образовываться
и вследствие разложения технологических добавок, которые присутствуют в материале и от качества самого полиэтилена (его сорта).
Дополнительно выделяемое тепло при разложении порофора + присутствие аммиака, диоксида углерода и других газов, может дать
нежелательный эффект – перегрев полимера, ячеистая структура не образуется, и повышенная опасность взрыва.
Поэтому добавлять порофор, я считаю, не нужно. Для подвспенивания полиэтилена предлагаем использовать высокодисперсный
сульфат бария (соль бария). При его добавлении при таком режиме переработки, как на вашем оборудовании, происходит образование
ячеистой структуры. Кроме того, сульфат бария повышает огнестойкость полиэтилена (опять же в силу образования ячеек и высокой
температуры плавления самого минерала)
Температурный режим, если можно, установить в интервале от 120гр.С до 210гр.С. Процент ввода сульфата бария без потери цвета
составляет от 5 до 15%. При больших концентрациях он окрашивает материал в белый цвет.
Добрый день. Подскажите, чем окрасить АБС полимер в белый цвет при грануляции? Исходный цвет довольно светлый,
но не белый. Пробовали диоксидом титана - не получилось, стренга становиться какой-то порошкообразной и совсем не эластичной.
Спасибо за ответ, Сергей Витальевич.
Развернуть ответ
Если Вы используете только вторичку, то не исключено присутствие в материале добавки антипирена. Дело в том, что антипирены очень
сильно влияют на прочность полимеров. Они как бы «сушат» его. Их процент ввода большой – до15%. Поэтому при вторичной переработке
и получается крошащаяся стренга. Из-за присутствия антипирена может и не окрашиваться материал АБС. Возможно, была добавлена
какая-то другая добавка.
Чтобы как-то улучшить окрашивание я предложила бы добавить в АБС один из полимеров – поликарбонат (ПК), непластифицированный
ПВХ (отходы производства окон – жесткого ПВХ), САН (сополимер стирола и акрилонитрила). ПММА (полиметилметакрилат)
Эти полимеры совмещаются с АБС-пластиком и при добавлении могут повысить пластичность (предел текучести при растяжении),
относительное удлинение. Из таблицы № 1 видно, что ПК и ПММА повысят рабочую температуру.
Добавление этих полимеров будет способствовать повышению белизны материала АБС. Из всех представленных пластиков АБС имеет
самую низкую плотность. При окрашивании диоксид титана будет оседать в более плотных слоях, при введении в новую композицию.
Процент ввода нужно подобрать в зависимости от выбора второго полимера и качества исходного АБС. Можно попробовать добавить
отходы производства окон. ПВХ уже будет окрашен, это упростит процесс переработки АБС.
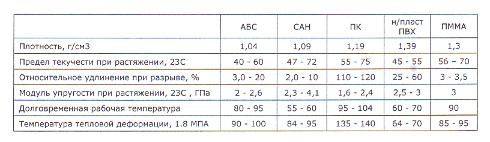 | | Таблица № 1. |
Добрый день! Недавно запустили производство стретч пленки из вторичного сырья на плоскощелевом экструдере, но
столкнулись с большим количеством не расплавов. Подскажите, пожалуйста, как избавиться от этой проблемы. Артем.
Развернуть ответ
Для того чтобы понять причину возникновения непроплавов, вначале нужно знать состав сырья.
Во-первых, состоит оно только из ПВД или ПНД, или представляет собой смесь полиэтиленов плюс еще и ПП. Я не говорю о присутствии
в отходах остатков целлюлозы (встречается), химических моющих средств, пестицидов и т. д. Ведь вторичное сырье часто содержит
отходы от упаковки.
Во-вторых, даже если это только полиэтилен ПВД или ПНД, то из каких видов отходов оно составлено - из отходов стретч пленки,
бракованных литьевых изделий или пленки для упаковки, теплиц.
И в третьих, а это практически невозможно оценить, соотношение всех присутствующих компонент – ПВД, ПНД. ПП и технологических
добавок, которые использовались в первичном сырье (термостабилизаторы, вспениватели, нуклеаторы, антипирены).
Непроплавы могут образовываться из-за остатков примесей - остатков целлюлозы (встречается), химических моющих средств,
пестицидов и т. д. Если это только ПВД, то добавление в полиэтилен использованной стретч пленки, может также привести к образованию
агломерированных комков. Дело в том, что пленки ориентированы вдоль направления вытяжки и плохо перерабатываются.
Если присутствуют ПВД и ПНД, но не ясно в каких пропорциях, то нужно ввести добавку – совместитель (компатибилизатор).
Она усредняет состав по плотности, вязкости и температуре плавления. В результате получается однородный состав для получения
наливной или выдувной пленки.
Компатибилизаторы - применение:
1. Блок-сополимеры
- PP-b-LLDPE/SMA – блок-сополимер ПП и линейного ПЭ и с привитым малеиновым ангидридом - компаундирование ПП с ПА,
связующий между ПП и сополимером ПЭ и винилового спирта, увеличение адгезии с полимером и наполнителем, полиолефином
и стекловолокном, эластификация и увеличение морозостойкости ПП;
- PА-b-EVA/SMA – блок-сополимер ПА этиленвинилацетата с привитым малеиновым ангидридом, PA-b-LLDPE/SMA – блок-сополимер
ПА и линейного ПЭ с привитым малеиновым ангидридом - увеличение адгезии между наполнителем и полимером, увеличение адгезии
между стекловолокном и ПА, эластификация и увеличение морозостойкости ПА;
2. Привитые сополимеры
- LLDPE-g-SMA – линейный ПЭ с привитым малеиновым ангидридом, LDPE-g-SMA – ПВД с привитым малеиновым ангидридом,
HDPE-g-SMA – ПНД с привитым малеиновым ангидридом - увеличение адгезии между полимером и наполнителем и стекловолокном,
полимером и металлом;
- LLDPE-g-GMA- линейный ПЭ с привитым глицидолметакрилатом - модификация ПЭТФ/ПБТ для повышения ударопрочности,
компаундирование смесей технических полимеров, вулканизация.
Здравствуйте! Планируем производство ПП канализационных фитингов, какой процент меловой добавки можно добавлять
при производстве? Карина.
Развернуть ответ
А надо ли мел? При производстве поворотных фитингов надо получить максимально однородный расплав, в котором деформационные
напряжения на изгибе будут сведены в минимуму. Наиболее упрочняющими свойствами будут обладать фитинги с добавлением углерода
(сажи). Углерод обладает цементирующими свойствами, которые способствуют упрочнению материала. Размер частиц сажи составляет
порядка 0,01 – 0,03 мкм. Как показала практика, ПП нужно использовать уже окрашенным черным пигментом. Добавка в процессе
производства не давала равномерного распределения углерода в ПП и мы не получили требуемых параметров, хотя и не намного.
При изготовлении соединительных деталей (фасонных), которые будут использоваться на менее ответственных участках, можно добавить
не более 5% меловой добавки, но со средним размера частиц не более 1-1,5 мкм. Поэтому такие изделия производятся обычно из
первичного сырья без добавок концентратов и вторичного материала.
Дмитрий, г.Темиртау. Подскажите, пожалуйста, дает ли прозрачность линейный полиэтилен, если его добавлять в обычное ПВД 108, 158 при
изготовлении пленки.
Развернуть ответ
Да, может дать.
Прозрачность полиэтилена зависит от степени ориентации звеньев углеводородной цепочки. Чем выше ориентация цепочек, тем выше
прозрачность полиэтилена. Если Вы используете ПВД 108 или 158 нижнекамского комбината, то высший сорт этих марок сам по себе
имеет высокую степень прозрачности. Для «закрепления» прозрачности в процессе переработки, можно ввести линейный полиэтилен
не более 3%. Если используется первый или второй сорт этих марок, то процент ввода может достигать 5-7 %. Добавление линейного
полиэтилена во вторичный ПВД также улучшается его прозрачность. Процент ввода имеет диапазон от 5 до 10%, в зависимости от
качества полимера.
Добрый день! Начали использовать в производстве ПЭ2НТ11-9 (черный) произ-ва ПАО "Казаньоргсинтез". При
производстве трубы 315Х28,6мм начали возникать проблемы с внутренней стенкой: поверхность неровная, с задирами. Пытались
регулировать температурой -ничего не вышло. В качестве эксперимента к черному 11-9 добавили белый 11-285Д ( в пропорции 4/1
(черный/белый) - этого же производителя - результат был хорошим, все проблемы со внутр. стенкой исчезли. Только убрали 11-285Д,
и опять получили те же проблемы. Что можно сделать??? На нашей фильере нет возможности охлаждать внутреннюю зону (дорна),
печь полностью отключена, но температура все равно достигает до +245 градуса. Экструдер и фильера - производства 2002 г.
"Кузполимермаш", Россия.
Развернуть ответ
Черный полиэтилен – аналог марки трубного ПЭ100. ПЭ 100 – относится к классу статистического ПЭ. Имеет более высокую степень
кристалличности и более высокую плотность, чем ПЭ2НТ11-285Д. Получается, что с уменьшением плотности расплава улучшается
скольжение. Следовательно, для уменьшения коэффициента трения в ПЭ2НТ11-9 ПЭ100 нужно добавить процессинговую добавку –
лубрикант. Эта добавка уменьшит вязкость расплава, тем самым снизит его плотность и улучшит скольжение расплава о стенки
экструдера.
Можно добавить скользящую добавку на эрукамиде. Они имеет термостойкость до 300оС. Эта добавка не совмещается с полиэтиленом
и в процессе экструзии мигрирует к поверхности изделия, образуя тонкий скользящий слой между стенками экструдера и полимером.
В обоих случаях процент ввода добавок не должен превышать 3%.
Здравствуйте, изделию из ПВД пленочного вторичного надо предать жесткость, возможно введение мела или ПП 030
экструзия вторичного(свой в достатке), если возможно, какая пропорция. Эдуард.
Развернуть ответ
Для придания жесткости вторичному ПВД можно использовать ПП030 в пропорции 80:20 % (не более 20 % полипропилена). Можно
добавить мелкодисперсный мел (но только мелкодисперсный) в пропорции 92 – 95 ПВД и 7 – 5 % мела.
Здравствуйте, нужно почистить плоскощелевую головку, производим геомембрану, используем лпэвд +4% сажи, ширина
головки 7 метров. Сергей.
Развернуть ответ
Если появились дефекты на геомембране, указывающие на накопление нагара или технологических примесей, то нужно чистить весь
тракт от камеры экструдера до плоскощелевой головки. Есть чистящее средство. Ходовое название его «Ластик».
Принцип чистки состоит в следующем: берется полипропилен, так как он термостойкий по времени. На этом этапе можно взять вторичный
ПП. На объем полимера 10 литров добавляется 8 – 10 % чистящего средства. Все перемешивается и запускается в экструдер при
температуре плавления ПП. Расплав прогоняется через весь тракт до выхода из фильеры (щели) и останавливается на 10 – 15 минут
(температура не снимается). Затем в экструдер засыпается порция первичного ПП и выгоняется вся масса ПП с чистящим средством.
После этого берется ЛПЭВД со скользящей добавкой и прогоняется по всему тракту. Скользящая добавка при этом мигрирует из ЛПЭВД
и создает на металлических поверхностях шнека и стенок экструдера защитную пленку. Скользящая добавка должна быть на эрукамиде
(и только!), так как ее температура разложения порядка 3200 С. Образующаяся пленка дольше сохранит поверхности от накопления сажи
или примесей добавок в микротрещинах металлических частей оборудования. Если возникнут вопросы, пишите.
Какая марка диоксида титана применяется для производства вторичной гранулы ПП и ПЭ. Валерий.
Развернуть ответ
Для окрашивания вторичной гранулы ПЭ и ПП можно использовать любую марку диоксида титана. Важно, чтобы диоксид титана имел
структуру рутила.
Добрый день! Подскажите, пожалуйста, суперконцентрат или пигмент лучше использовать при окрашивании полиэтилена для ротоформования.
Какой фракции должны быть краситель и ПЭ? При производстве изделия (смешение суперконцентрата и полиэтилена фракцией 500 мкм) дал
эффект мраморной крошки. Елена.
Развернуть ответ
Для ротоформования используется порошковый полиэтилен. Поэтому для окрашивания изделий надо использовать пигменты.
Если надо окрасить в белый цвет, то берется диоксид титана. Размер частиц будет не более 1 мкм. Аналогичная ситуация с черными
пигментами – размер сажи не превышает несколько десятков нанометров. Можно взять железоокисный черный пигмент.
Для окрашивания в синие или зеленые цвета надо брать фталацианиновые пигменты. А для окрашивания в красный, терракотовый,
желтый, коричневый лучше использовать железоокисные пигменты. Все пигменты для ротоформования должны быть получены не из
минерального сырья – кальцита, арагонита, кронов и т.д.
Если изделие (покрытие), полученное литьем под давлением, выгорает под солнцем, но сверху образовывается налет, означает ли это,
что в составе сырья или красителя присутствовали меловые добавки? И возможно ли избежать их использования. Состав PPG 1120 и
краситель СКП 422/005. Как лучше защитить изделие? Добавить УФ-стабилизатор для сырья или закупать УФ-стойкие красители?
Ранько Марта.
Развернуть ответ
Проблема: в изделиях происходит обесцвечивание красителя и появление налета на их поверхности.
Причина первая – неправильно выбран режим литья. Дело в том, что компоненты неорганических пигментов и органических красителей
имеют определенную термостойкость. Наиболее слабая термостойкость у органических красителей – 200оС – 220оС. Неорганические
пигменты, полученные синтетическим путем, или из природных минералов обладают термостойкостью – 240оС – 300оС.
Если был установлен режим литья, соответствующий температурным нормам на самом экструдере, но завышены величины скорости
впрыска и/или давления впрыска, то это может привести к деструкции красящего состава. Эти два параметра влияют на температуру
расплава полимера и повышают ее, приблизительно, на 20 – 30 градусов.
Такое изделие будет быстро выгорать, так как красящая композиция пигмента будет деструктирована, и светостабилизаторы не помогут.
При литье под давлением изделий из полипропилена важно не допустить закалки поверхности. Дело в том, что полипропилен очень
подвержен термодеструкции. Литье на холодную пресс-форму может создать микротрещины, через которые будут мигрировать красящие
вещества. В этом случае светостабилизаторы также бессильны. А если они еще и перегреты, то они будут иметь другой цвет или оттенок.
Причина вторая – использование технологических добавок (лубриканта, термостабилизатора, скользящей добавки, антистатика и др.)
выше допустимой нормы – не более 3 %. Если в полимер вводится несколько видов добавок, то в сумме их количество не должно
превышать 3%. Излишек может выпотевать на поверхность изделия в виде белого налета.
Краситель, который Вы используете, – это темно-зеленая хвоя. Он может состоять из органического фталоцианинового пигмента плюс
неорганический пигмент на базе хрома и, возможно, небольшое количество сажи. По своему составу краситель не должен мигрировать
на поверхность и выцветать. Так как фталоцианиновые органические пигменты – синий и зеленый обладают высокой стойкостью к
воздействию света и температуры. Хроматы и сажа также имеют высокую термостойкость выше 300оС.
Но могут в состав суперконцентрата входить красители и пигменты других типов. Поэтому, во-первых, нужно всегда спрашивать
температуростойкость и светостойкость суперконцентрата или красящего компонента. Во-вторых, из технологических добавок
нужно использовать термостабилизатор- антиоксидант и светостабилизатор в соотношении 1,5% + 1,5%, или 1% термостабилизатора +
2% светостабилизатора. Все зависит от условий эксплуатации изделия.
Меловые добавки могут мигрировать, если их концентрация в полимере больше 20% и мел при этом не гидрофобный. Гидрофобный мел
хорошо совмещается с полимером. Поэтому в состав суперконцентрата, мел не входит. Его присутствие нужно установить, проведя
рентгеноспектральный или рентгенофазовый анализ состава суперконцентрата.
Почему при переработке (грануляции) белой пленки ПВД получается не белая, а розовая гранула? Алексей.
Развернуть ответ
Переработка вторичного полимерного материала требует, в первую очередь, тщательной промывки. Исследования показывают, что остатки
сахара, соды, моющих средств даже в малых количествах влияют на свойства вторичного полиэтилена и пропилена.
В вашем случае, скорее всего, в отходах пленки остались некоторые дозы дисперсных пигментов красителей для тканей, например, из
ряда оксиантрахинонов.
Так же возможно, что в пленке, которую Вы повторно перерабатываете, присутствовали антиоксиданты (их пять видов). Некоторые из
них в процессе нагревания могут давать розовый цвет при разложении.
Или в упаковке из полиэтиленовой пленки находились органические вещества, содержащие аминокислоты, белки, мочевину. Из
неорганических веществ в упаковке пленки могли быть окислы молибдена или хрома.
Здравствуйте.
Подскажите, какие добавки можно использовать для понижения ПТР вторичного ПНД (4 - 5 г /10 мин) до 0,7 - 0,9 г/10 мин? Фактически
перевод его из литьевго в экструзионный. Материал предполагается использовать для получения гофротруб. Возможно ли
использование сшивающих добавок, например, пероксидов? Если да, то каких? Спасибо. Сергей.
Развернуть ответ
Начну с пероксидов. Да, можно использовать пероксиды для получения сшитого полиэтилена, но уже на стадии получения
готовой трубы. Первой стадией будет получение композиции на основе ПНД с ПТР не более 0,9 г/10 мин, как Вы указали в требовании.
Добавка, для ПНД и ПВД, которая уменьшает ПТР - KOMPPLEN M PP 5X. Особенность поведения добавки при введении в ПНД и ПВД
(описание приведено из текста): при использовании KOMPPLEN M PP 5X с ПНД и ПВД происходит динамическая вулканизация материала
и сшивка, что приводит к снижению ПТР. Данная особенность может быть использована для снижения текучести у полиэтиленов и
получения нужных свойств по пластичности. Плюсы:
- простота использования (добавка вводится, как обычный суперконцентрат),
- малый % ввода (от 0,5 - до 2%).
О композиции на основе ПНД. Нами были проведены исследования по переработке отходов труб из полиэтиленов ПЕ80 и ПЕ100.
ПТР отходов был практически нулевой. Результаты показали, что добавление вторичного ПНД до 40 % позволило восстановить ПТР до
рабочей величины – 0,8 – 0,9 г/10 мин. Если этот вариант Вас заинтересует, обращайтесь за дополнительной информацией на
почтовый ящик.
.
Добрый день. Начал перерабатывать на грануляторе АБС полимер. Он пузырится и периодически стренга получается хрупкой
на изгиб (на разрыве видно "пузырики"), а должна быть упругой. Что посоветуете применить в качестве добавок?
Спасибо за ответ. Сергей Витальевич.
Развернуть ответ
В первую очередь необходимо высушить материал, довести содержание влаги в нем до уровня, не превышающего 0,1 %. В этом случая
устраняется образование таких дефектов в материале, возникающих от избытка влаги, как серебристость, чешуйчатая поверхность,
расслаивание изделий по толщине, что делает полимер ломким. От предварительной сушки свойства материала улучшаются на 20-40 %.
Если после сушки материал продолжает пузыриться, то это говорит о присутствии в нем антипиренов. Антипирены сильно разрушают
полимерную структуру материала. В этом случае пока трудно, что сказать.
И еще. Очень часто литьевые изделия получают из композиции АБС+УПС (ударопрочный полистирол). При вторичной переработке такого
композита свойства теряются. Если в материале присутствует хотя бы 10 – 12% ударопрочного полистирола, то АБС-пластик теряет
прочность при растяжении на 20 %, а ударную вязкость (следовательно, и упругость) на 50 %. В этом случае можно попробовать добавить
материал «Кратон» - это термопластичная добавка.
Если после сушки все дефекты пропадают, то для повышения текучести материала нужно добавить до 3% антиоксиданта плюс 0,25 %
стеарата кальция или цинка. Еще можно добавить материал «Кратон» - это термопластичная добавка.
Добрый день. При производстве ламинирующего слоя полипропиленом 80% и п/э - 20%, на экструдере производительностью
150 кг/ч. (параметры шнека пока неизвестны), решили добавлять меловую добавку, с размером частиц 1,2 мкм., обработанный стеариновой
кислотой, в количестве 45% - 50 %.
Вопрос следующий: При вовлечении меловой добавки в таком соотношении как быстро может наступить износ шнека. И какой оптимальный %
вовлечения меловой добавки посоветуете. Павел.
Развернуть ответ
Во-первых, в любом случае меловая добавка должна содержать гидрофобный мел.
Частицы мела должны быть почти сферической формы, что и спасает шнек от разрушения. Меловые добавки, полученные из природных
карбонатов, представляют собой смесь частиц типа «кирпичик». Вот они-то и увеличивают износ шнека очень сильно. Можно за полгода
посадить экструдер. Меловая добавка, даже обработанная стеариновой кислотой, где размер частиц, средний, - 1,2 мкм не годится. При
таком среднем размере в составе мела могут встречаться частицы карбоната кальция до 5-7 мкм порядка 10%. Это много.
Во-вторых, в настоящее время есть марки меловых добавок ср средним размером частиц менее одного микрона – порядка 0,3 – 0,7 мкм.
Эти добавки не приводят к быстрому износу шнека, так как форма частиц овальная. При этом и процент ввода снижается. Если Вы вводите
45 – 50 %, чтобы добиться желаемого результата, то с нанодобавкой процент ввода может уменьшиться в два раза. А если Вам нужно
сохранить прозрачность ламината, то достаточно ввести не более 5%, матированный слой можно получить, если добавить не более 10%.
Как Вы поняли, процент ввода зависит от того, какие требования предъявляются к изделию. Но, в любом случае, я бы не советовала
вводить более 20% мела даже с боковым вводом в экструдер. Опыт показывает, что кроме испорченного шнека, теряются механические
свойства изделий.
Добрый день. Подскажите пожалуйста, мы работаем на полиэтилене 153-10К ПВД у нас образуются отходы которые мы бы
хотели переработать. Скажите какие добавки и сколько % первички нужно добавить что-бы получился хороший полиэтилен ПВД хорошего
качества. Заранее спасибо! Юрий.
Развернуть ответ
Переработка отходов ПЭ 153
Для того, чтобы предложить варианты переработки необходимо учитывать несколько моментов:
- отходы ПЭ от литьевых изделий
- выдувной пленки или изделий
- какие технологические добавки использовались при производстве первичного полиэтилена, так как не все добавки могут совмещаться
при переработке отходов. Отходы от производства выдувной пленки труднее переработать, так как они имеют ориентированную
(вытянутую) структуру. Они имеют мало боковых звеньев и, поэтому, чтобы восстановить длину цепи и создать боковые звенья
необходимо вводить больший процент добавки – не менее 3%. Чтобы получить неплохой вторичный материал, надо взять:
1 - 19% процентов первичного ПЭ 153 (или другой марки) + 78% отходов + 3% лубриканта или полиэтиленового воска неполярного.
2 - 78% отходов ПЭ 153 + 19% сэвилена (можно EVON, EVA) + 3% термостабилизатора для полиолефинов (типа Irganox, Irgafos) + 0,075 %
стеарата кальция или цинка.
Для отходов литьевых изделий процент указанных добавок подбирается от 0,5 % до 3%.
Если в изделие добавлялись антипирены, то термостабилизаторы могут не работать. Для улучшения параметров лучше добавить просто
лубрикант или воск. Если в первичном изделии присутствовала скользящая добавка, то лубриканта не нужно. Лучше увеличить процент
стеарата кальция или цинка до 0,1%.
.
Добрый день.
Мы производим ленточные герметики на основе бутилкаучука БК-1675. Основные компоненты массы - это бутилкаучук, масло, мел, тальк.
Могли бы вы порекомендовать добавки для повышения его термостойкости? В идеале - до 180 градусов. Юлия.
Развернуть ответ
Добрый день, Юлия. Для повышения термостойкости герметика есть несколько вариантов:
1. Если вы используете мел и тальк, то какой средний размер частиц в этих наполнителях? Скорее всего, они составляют порядка
1 – 3 мкм. Эти наполнители повышают стойкость к деструкции материала. Для достижения лучшего эффекта, в материал рекомендуется
ввести еще не более 0,2 % стеарата кальция или цинка. Он будет работать как лубрикант, термостабилизатор и улучшит адгезию частиц
мела (и талька) с каучуком. Тем самым повысит теплопередачу на мел (тальк), что повысит термостойкость материала в целом. Есть
минеральные наполнители, размер частиц которых составляет меньше микрона. Это может быть и мел, и композиции из других
составляющих. Есть такой состав – сульфат бария + диоксид кремния. Размер частиц компонент составляет не более 40 нанометров.
Этот состав способен повысить термостойкость материала больше, чем добавка мела (талька). Процент ввода требуется не большой –
порядка 5–6%. Но окончательно концентрация подбирается до получения нужной вязкости герметика.
2. Так же можно добавить в состав каучука некоторый процент (зависит от требуемой вязкости герметика, поэтому методом подбора)
этиленпропиленовый каучук (СКЭП(Т), ЕРМ, EPDM). Его характеристики:
температура эксплуатации: от -60/-50оС до 100/130оС.
Температура плавления: около 167оС.
Обладает низким коэффициентом линейного термического расширения. Имеет очень высокую химическую стойкость, устойчив к
разбавленным кислотам и большинству щелочей, моющим средствам, маслам, полярным растворителям. Характеризуется высокой
атмосферостойкостью. Стоек к УФ-излучению, озону, влаге. Хорошо перерабатывается. Переработка:
Температура расплава: 180-210; 220-260оС.
Температура формы: 20-60оС.
Добрый день! Планируем организовать производство по выпуску ПП труб со стекловолокном диам.
от 20 до 63 мм. При этом планируем использовать сырье рандом-сополимер PPR 003 EX/1 (Сибур) для верхнего и нижнего слоя трубы, для
внутреннего будет использоваться Армлен с 20% стекловолокна (Полипластик). Известна проблема, что при сварке трубы и фитинга важно
чтобы на нагревательных элементах сварочного аппарата не происходило налипание и образование остатков от материала трубы (в нашем
случае это верхний слой трубы). Можете посоветовать какой термостабилизатор возможно использовать чтобы повысить термостойкость ПП
и уйти от образования налипшего материала на нагревательных элементах или же нужно использовать другой (но более Дорогой) материал?
И еще один вопрос: Возможно ли добавлять, например, мел или тальк или что-то еще в трубу для улучшения ее прочностных свойств, т.к. это
трубы, которые являются напорными и используются в отоплении и если да, то в какой из слоев трубы это лучше добавлять? Спасибо.
Развернуть ответ
Добрый день.То, что для экструзии труб выбран полипропилен указанной марки – PPR 003 EX/1
хорошо. Можно взять и марку PPRC.
PPRC – статический сополимер пропилена и этилена. Продукт характеризуется низкой текучестью, специальным составом рецептуры
стабилизации, обеспечивающим долговременную эксплуатацию изделий в условиях повышенных температур. Это легкий и достаточно прочный
сополимер из ряда термопластов. Полипропилен химически стоек ко многим видам растворителей кислотного и щелочного типа.
Полипропиленовые трубы и фитинги эксплуатируются при температурах от -15°С до +95°С. Трубы и фитинги из полипропилена выдерживают
кратковременное превышение температуры до 110°С. Внутренняя поверхность изделий из полипропилена гладкая, на ней не образуется
отложений. Кроме того, полипропилен экологически чистый материал. Процессы обработки и утилизации проходят без образований
экологически вредных веществ.
PPR 003 EX — статический сополимер пропилена с этиленом производства ООО «Томскнефтехим» (ПАО «СИБУР Холдинг»). Продукт
характеризуется низкой текучестью, специальным составом рецептуры стабилизации, обеспечивающим долговременную эксплуатацию
изделий в условиях повышенных температур.
В проспекте указывается, что в полипропилене уже содержится комплекс термо- и светостабилизаторов, а также и антиоксиданты. То есть
уже предусмотрены варианты эксплуатации труб с нагретой и холодной водой при разных атмосферных условиях.
Вы не указали цвет труб. Если трубы предполагаются матированными за счет минералонаполненного внутреннего слоя, то можно добавить
не более 1% диоксида титана. Он улучшит термо- и светостабильность трубы. Если трубы будут черные, то сам черный пигмент также
способствует повышению термо- и светостойкости изделия. Для внутреннего слоя лучше взять полипропилен марки АРМЛЕН, но не
стеклонаполненный, а минералонполненный.
В качестве минерального наполнителя могут быть как мел, так и тальк. Тальк при сварке труб и фитингов подойдет лучше. Это объясняется
величиной коэффициента теплопроводности мела, талька и стекловолокна. Об этом чуть позже. Практика показывает, что любые
минеральные добавки понижают некоторые механические показатели изделий. Это происходит вследствие недостаточно хорошей адгезии
минеральной частицы с полимером. На рис. 1 и 2 очень наглядно видно, как частицы мела связаны с полимерной матрицей. Зазор между
частицей и полимером составляет порядка микрона, но это может сильно сказаться на растяжении при изгибе и при температуре,
относительном удлинении, а также на ударной вязкости. А если трубы будут нагреваться, то эти параметры являются первоочередными.
Поэтому наружный слой трубы должен быть монолитным, без каких-либо наполнителей.
Почему же лучше взять минералонаполненный полипропилен? При сварке происходит разогрев верхнего слоя полипропилена и тепло
распространяется по всем направлениям. На границе с внутренним слоем распространение тепла резко снижается вследствие того, что
теплопроводность стекловолокна почти в десять раз меньше теплопроводности полипропилена. На границе с внутренним слоем тепло не
проникает дальше по толщине трубы, а как бы возвращается в верхний слой. То есть, в зоне сварки нет отвода тепла. Материал перегревается,
становится менее вязким, более текучим и налипает на контактор сварочного аппарата.
При использовании минералонаполненного полипропилена, в силу высокой теплопроводности мела или талька, отвод тепла хороший.
Верхний слой полипропилена не перегревается, обладает достаточной вязкостью, чтобы не налипать на контактор. При выборе марки
минералонаполненного полипропилена нужно исходить из параметров процесса экструзии, размеров труб и их использования.
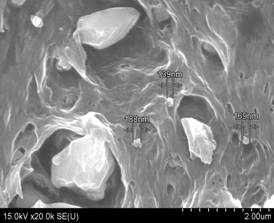 Рис. 1 Увеличение х20000 Рис. 1 Увеличение х20000 | | 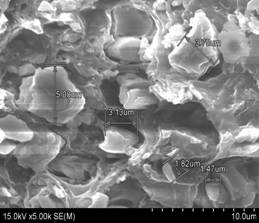 Рис.2 Увеличение х5000 Рис.2 Увеличение х5000 | |
Добрый день! Для производства многослойных и однослойных труб мы используем ПЭ повышенной термостойкости Dowlex 2388
и добавляем красный мастербайтч производителя Kafrit 2%. При производстве труб, первые 100 метров поверхность глянцевая, а последующие
матовые. Вопрос, что необходимо, чтобы глянец сохранялся при производстве: заменить мастербайтч или вводить процессинговые добавки?
С уважением, Жылмаганбетов Аскар.
Развернуть ответ
Потеря глянца может быть вызвана рядом причин.
1. Пигмент, который содержит краситель, не обладает высокой термостойкостью.
Компании, занимающиеся производством красителей, используют пигменты одних и тех же классов и марок. Все пигменты
классифицируются по Индексу цвета, который установлен Международным стандартом.
В зависимости от выбранного класса пигмента свойства красителя будут разные. Для примера привожу несколько марок красных
пигментов.
Азопигментный лак 57:1 (индекс цвета – 57:1) имеет высокоинтенсивный цвет - красный рубин, термостойкость - 220 - 2400С
в ПЭ – это низкая для ПЭ термостойкость. Но этот пигмент не дает усадку ПЭ.
Органический нафтоловый пигмент 48:3 имеет тоже высокоинтенсивный красный цвет, но термостойкость умеренная - 240С, и не дает
усадку в ПВД.
Оттенки красного крона 104 зависят от размера частиц (0,4 - 1,2 мкм, имеют чешуйчатую форму). Есть молибдатный крон PR 104
(207) и PR 104 (307) - хромо-молибдатный сульфидный крон, высокая термостойкость - 280С.
Органический пигмент 254 имеет термостойкость 2400 С в ПЭ, кроме производителя - Китай - 250С.
Пигмент красный 243 имеет высокую термостойкость -290 – 3000С, но влияет на усадку ПЭ.
2. Блеск может теряться из-за перегрева полимера в камере расплава.
Получается так, что когда температура зон экструдера стабилизируется, то ее значение оказывается выше, чем установлено по приборам.
Для этого нужно снизить температуру нагрева в зоне расплава или увеличить обороты шнека, чтобы материал быстрее покидал зону
расплава. Для термостатирования расплава ПЭ можно в его состав можно ввести скользящую добавку. Ее роль заключается в следующем.
Скользящая добавка представляет собой продукт переработки растительного масла. Термостойкость добавки составляет порядка 260 –
2800С. Она не совмещается с полимером, а в процессе экструзии мигрирует на поверхность расплава, создавая масляную пленку
между полимером и металлом экструдера. Эта пленка поглощает часть тепла, служит как бы демпфером. Уменьшает трение полимера о
металл экструдера, тем самым также снижая разогрев полимера. Эти два фактора и будут способствовать получению гладкой (глянцевой)
поверхности изделия.
Здравствуйте, производим технические трубы из вторичного пленочного ПВД. Нас интересуют черный краситель и процессинговые добавки, какие
из них вы могли бы порекомендовать при производстве продукции данного вида? Также имеется проблема с производительностью экструдера, при
увеличении оборотов более 50%, производительность сильно падает. Связано ли это с ПТР или же износом шнека? В рубрике вопрос ответ Вы
советуете использовать смесь 80% ПВД + 20% ПП с добавлением лубрикантов. Достаточно ли этого? Что такое компатибилизаторы? Юрий,
ООО СТИКС-ЛТД.
Развернуть ответ
Переработка вторичного.
Вторичный полиэтилен с увеличением циклов переработки представляет собой полимер с короткими разветвленными звеньями молекул.
Кроме того, его молекулы имеют концевые группы радикалов – СОО- или СООН-, образованных в процессе экструзии. Показатель
текучести расплава с ростом циклов переработки при этом уменьшается. Механические параметры такого материала также не высокие.
Следовательно, для восстановления свойств полимера необходимо увеличить длину звеньев молекулы полиэтилена и исключить радикалы.
Для этого необходимо добавить две процессинговые добавки, во-первых, антиоксидант. Эта добавка как раз увеличит длину молекулы
(она сошьёт короткие цепи), что придаст полиэтилену пластичность, повысит термостойкость.
Вторая добавка – это лубрикант. Дело в том, что вторичный полиэтилен скорее может быть смесью полиэтилена после третьего и т.д.
циклов переработки. Плотность и ПТР этих сегментов смеси разная. При переработке в расплаве возникают зоны с разной плотностью, что
приводит к возникновению сдвиговых деформаций, а, следовательно, и к снижению механических параметров трубы. Лубрикант еще
называют внутренней смазкой.
При его добавлении в материал вязкость всех компонентов смеси уменьшается. При этом происходит хорошее их перемешивание.
Расплав полимера становится однородным по плотности, что дает возможность получить трубу с параметрами, максимально
приближенными к параметрам трубы, полученной из первичного полиэтилена.
Есть добавка, которая содержит оба эти вещества. Она называется рециклинговая добавка.
Что касается черных красителей, то есть очень большой выбор марок. Есть красители, которые не содержат мела, а есть и с мелом. Если в
Вашем случае труба получается слишком гибкой, то можно ее окрасить черным красителем с мелом.
Теперь о проблеме с производительностью.
Разберемся, что происходит при увеличении оборотов шнека. При увеличении оборотов шнека материал, который находится в камере
расплава, покидает ее быстрее, чем при более низких оборотах, но при этом полимер не успевает нагреться до вязко-текучего состояния,
его ПТР очень снижен – он недорасплавлен. Получается следующее. Расход сырья увеличивается, нагрузка на электроприводы растет,
следовательно, растет и расход электроэнергии.
Снижение производительности может быть по трем причинам.
- возможно, Вы слишком увеличили обороты,
- попробовать улучшить качество сырья с применением добавок,
- почистить экструдер. У Вас, возможно, шнек «зарос» обуглившимися фрагментами полимеров, которые использовались.
Для чистки экструдера есть чистящая добавка – «Ластик».
И последнее. Почему именно соотношение 80% к 20 %
Пары полимеров считаются хорошо совместимыми, если они обладают близкой полярностью, включают сходные функциональные группы
или же способны взаимодействовать в условиях смешения с образованием донорно-акцепторных, водородных и других связей, а также,
если они соответствуют друг к другу по строению и растворимости. Однако выполнение этих требований не всегда достаточно.
Полиэтилен и полипропилен оба относятся к неполярным полимерам. Но полиэтилен высокого давления имеет в своей структуре боковые
звенья – функциональные группы. Структура полипропилена практически не имеет боковых звеньев. Поэтому полипропилен и полиэтилен
совместимы ограниченно. Их совместимость определяется количеством боковых звеньев цепи молекул ПЭ. На практике эта величина
составляет не более 20 %. Добавка лубриканта способствует лучшему перемешиванию компонентов.
Компатибилизаторы - низкомолекулярные или высокомолекулярные соединения, усиливающие специфическое межмолекулярное
взаимодействие между цепями. Компатибилизаторами могут быть графт- и блоксополимеры.
Некоторые полимеры могут быть компатибилизаторми. Так для совмещения полистирольной группы пластиков с полиолефинами (ПЭ)
компатибилизатором может служить ударный полистирол (УПС).
Для усиления совместимости полиолефинов необходимы специальные модификаторы.
Контактное лицо: Артём. E-mail: aglukyanov91@gmail.com
Доброго времени суток! Есть ли у Вас модификаторы для повышения (понижения) ПТР вторичного полипропилена. Есть отходы при переработки которых получается гранула с ПТР 7-9. Нужно получить на выходе 25-30 или 1-3. Также интересуют красители суперконцентраты в серый, белый, чёрный. Какой расход?
Развернуть ответ
Для решения проблемы есть несколько вариантов, но в каждом случае необходимо будет использовать технологическую добавку – лубрикант (или другое название – внутренняя смазка). Лубрикант – не токсичная добавка, получается путем переработка жиров растительного или животного происхождения. Эта добавка уменьшает вязкость полимеров в расплаве, тем самым, создает хорошее перемешивание смешиваемых полимеров. А это, в свою очередь, дает возможность получить изделие, однородное по плотности. Если в изделии отсутствуют неоднородности, то в нем не образуются зоны деформации – сдвиговые напряжения, которые резко снижают механические параметры изделия.
Теперь о способах переработки с целью получения необходимых значений ПТР.
1 - в исходное сырье добавить сэвилен определенных марок. Процент добавки сэвилена может составлять от 5 до 20 % и подбирается экспериментальным путем.
2 - добавление первичного ПП, как гомополимера, так и блоксополимера, а также композиционные марки ПП. Во-вторых, можно добавлять и вторичный ПП.
3 - добавление ПВД или ПНД (как первичное, так и вторичное), но не более 20 %. Последующее увеличение содержания ПВД или ПНД может привести к расслоению материала.
4 - добавка мела. Причем мел можно добавлять во всех вышеперечисленных вариантах.
Красители.
Все гранулированные красители могут содержать в своем составе не только чистые пигменты. Для получения оттенков их разбавляют диоксидом титана. Но диоксид титана не ухудшает качества окрашиваемых изделий. На количество ввода красителя влияет качество полимера, из которого получено изделие и параметры самого красителя (укрывистость, светостойкость, термостойкость). Процент ввода составляет от 1 % до 5 % в зависимости от указанных условий.
В состав гранулы суперконцентрата красителя иногда добавляют мел. От этого процент ввода будет больше. Дело в том, что показатель преломления полимера сравним с показателем преломления мела. Следовательно, если в полимере или в грануле красителя будет мел, то чтобы получить необходимую степень белизны или черноты, необходимо ввести больший процент красителя.
Белые красители. Это красители, содержащие в качестве пигмента диоксид титана, смесь оксида цинка с оксидом бария (литопон).
Но есть красители, в состав которых кроме диоксида титана входит мел. Его содержание достигает до 40 %. Красители белые имеют такие оттенки – снежно-белый (холодный тон), желтоватый оттенок и чисто белый.
Черные красители. В состав черных красителей входит сажевый компонент (технический углерод разной природы – печной, ламповый, полученный путем не дожигания углеводородного топлива). Кроме чистого углерода в состав красителя может входить также мел. Красители могут быть с оттенками от черного до асфальтного (сероватого).
Серые красители. Серые красители имеют много оттенков, но их состав - это смесь белых пигментов с черными. Разница только в соотношении компонент.
Данилова Ольга: Здравствуйте! Подскажите какими пигментами лучше окрасить песок.
Развернуть ответ
Для окраски песка, гравия или песчано-полимерных смесей – искусственный камень, тротуарная плитка, керамической глазури, черепица и т.д. подходят железоокисные пигменты. О них Вы можете прочитать в статье http://www.polikonta.by/index.php?softpg=140 . В дополнение к
статье - по происхождению пигменты делятся на несколько основных групп:
1. Железоокисные:
а) железоокисные природного происхождения:
- сурик - 5 % от массы цемента, чтобы получить насыщенный цвет;
- охра - 5 % от массы цемента (насыщенный цвет);
б) цвета железоокисных пигментов, полученных синтетическим путем.
-красный, темно - красный (вишневый),
- желтый,
- светло - коричневый, коричневый, темно - коричневый,
-черный.
Для получения насыщенного цвета процент ввода пигмента составляет 3 % от массы цемента (максимум – 5 %).
2. Фталоцианиновые пигменты, это зеленый Green 7 (Индия), голубой (Тамбов), синий 15:3 (Индия)
Для получения насыщенного цвета процент ввода пигмента составляет 0,5 % от массы цемента (максимум – 1 %).
Фталоцианиновые пигменты наиболее светостойкие, они имеют очень высокую дисперсность, что приводит к хорошей способности
окрашивания при небольшом процентном содержании пигментов.
3. Окись хрома пигментная (ОХП): зеленый ОХП-1 (Москва), зеленый (Тамбов) - 3 % от массы цемента (насыщенный цвет). Максимум - 5%.
Пигмент зеленый (Тамбов) выгорает на солнце, поэтому применять изделия, окрашенные этим пигментом можно только в помещении.
4. Сажа пигментная (углерод технический), это черный К-354 - 3 % от массы цемента (насыщенный цвет).
5. Двуокись(оксид) титана применяется для получения чистого белого цвета. При применении двуокиси титана в большом % - ом
содержании заметного снижения прочности не происходит. Поэтому, чтобы получить оптимально белый цвет необходимо применить 2 %
пигмента от массы всей смеси (песок + цемент), максимум - 4%.
ОАО "Торгмаш". Добрый день. Интересует вспенивающий суперконцентрат. При изготовлении корпусной детали из ABS 1035 в местах утолщения (т-образное соединение стенка 5 мм - ухо 15 мм) образуются усадочные раковины. При добавлении порофора ЧХЗ-21 (BLOWING AGENT AC) в количестве 6% (смешивание происходит "на глаз" вручную в отдельной емкости; затем материал засыпается в бункер ТПА) усадочные раковины уменьшаются/исчезают, но на лицевой поверхности возникает эффект "серебрения". Начинаем подбирать режимы литья - несколько отливок выходят хорошего качества, затем снова появляются серебристые шлиры. Какой порофор вы посоветуете использовать? Как достичь равномерного дозирования и распределения концентрата (какое вспомогательное оборудование лучше использовать)?
Развернуть ответ
Вспениватель ЧЗЗ-21 является самым востребованным из всех остальных марок. Он выпускается в виде мелкодисперсного порошка, а также в виде гранул. Гранулы представляют собой композицию дисперсного порошка вспенивателя с полимерным воском. Такая композиция обеспечивает применение вспенивателя для всех видов пластмасс. Кроме того, она упрощает работу с ним. Перед засыпкой в бункер необходимо только тщательно перемешать гранулы с исходным полимером. Это способствует равномерному распределению вспенивателя в расплаве полимера, сохраняя его постоянную концентрацию. При использовании дисперсного порошка из-за оседания его на дне бункера и на стенках экструдера, концентрация порошка меняется, что может привести к неоднородному вспениванию, возникновению областей пожелтения деталей, блеска и структуры поверхности изделия.
Если нет гранул, то необходимо поступить следующим образом (делать, как указано):
- взять определенный объем полимера (пусть одно ведро),
- добавить на этот объем вазелиновое (или машинное) масло (на ведро - объем пиницилиновой бутылочки или две столовые ложки).
- полимер с маслом равномерно перемешать,
- затем добавить не более 2,5 % порошка вспенивателя и опять равномерно перемешать.
Масло и порошок не сыпать в одно место, а распылить по поверхности перемешивающего объема.
В зависимости от степени вспенивания, которую нужно получить, вместе со впенивателем добавляют оксид цинка – не более 1-2 %. Оксид цинка понижает температуру, при которой ЧХЗ-21 начинает вспенивание, а, следовательно, при рабочей температуре переработки данного полимера его пористость увеличится.
Но использование порофора часто может привести к потере блеска изделия и изменению структуры поверхности. В случае с появлением утяжин можно использовать меловую добавку. Процент ввода – порядка 1 - % в зависимости от величины раковин. Можно попробовать использовать лубрикант. Так как структура АБС представляет собой уже пористую структуру, то использование лубриканта уменьшит размер пор АБС. Это объясняется следующим образом. Лубрикант уменьшает вязкость расплава полимера (предствьте сливочное масло твердое и подогретое), что приводит к лучшему и более быстрому заполнению формы, лучшему уплотнению массы расплава полимера, а , следовательно и к исчезновению утяжин.
Контактное лицо: Ринглер Андрей. Попытались произвести дуги для парников из вторичного ПВД с добавлением мелового концентрата. Цель добиться хорошей жесткости на трубе @16мм со стенкой 2мм. Довели долю мелового концентрата Caltech Y201 до 40% от общего объема сырья. Получили только увеличение плотности и соответственно веса трубы. А требующейся жесткости так и не смогли достичь Посоветуйте что необходимо было сделать чтобы получить жесткость и желательно без значительного увеличения веса. Заранее благодарен.
Развернуть ответ
Вначале я хочу сказать о подготовке сырья.
Вторичный полиэтилен не обязательно действительно является продуктом переработки первичного сырья. Благодаря своим свойствам он может перерабатываться до 5 – 8 раз. При этом показатель текучести расплава уменьшается по сравнению с первоначальными параметрами. Ухудшаются и физико-механические характеристики – прочность на разрыв, относительное удлинение, упругость. Он как бы «высыхает». Не исключено, что в первоначальном изделии находились технологические добавки, неорганические и органические пигменты, минеральные наполнители. Ведь никто это не проверяет.
То есть вторичный ПВД нужно сначала довести до рабочего состояния. Для этого необходимо добавить не более 20 % ПНД или полипропилена (можно вторичку), используя при этом лубрикант. При большей концентрации начнется расслоение материалов. Лубрикант – это внутренняя смазка. В ее состав входит полиэтиленовый воск и другие компоненты. Благодаря этой добавке при смешивании составов полимеров происходит их гомогенизация по составу и плотности. Добавка работает следующим образом: она как бы размягчает (уменьшает вязкость) ПВД и второго компонента – ПНД или ПП. Ну, например, вязкость меда понижается до вязкости молока. Что при этом происходит? В камере расплав перемешивается до более однородного состава. В нем не образуются зоны с разной плотностью, которые создают сдвиговые деформации в готовых изделиях, которые затем и приводят к уменьшению рабочих характеристик. В конечном счете, получается уже относительно прочная деталь. Если к вторичному сырью добавить также 10 – 20 % первичного полимера ПНД или ПП, то характеристики получаемых изделий будут почти приближены к характеристикам изделий, полученных из изначальных марок.
Вот только после этого можно добавлять минеральные наполнители. На практике состав готовится вместе – 80% ПВД + 20% ПНД (ПП) + 5 – 10% минеральной добавки. В паспортах производители указывают средний размер частиц. Очень важным фактором является, какой процент составляют частицы с размерами до 3 - 5 мкм, и сколько процентов составляют остальные фракции, размер частиц которых от 6 и до 15 мкм. Именно частицы крупных фракций создают агломераты в расплаве полимеров, которые способствуют разрыву полимера. Такой фактор резко снижает механическую прочность, упругость. Частицы крупных размеров забивают фильтры, разрушают оборудование (работают как абразив) и затем попадающие в воздух в виде пыли.
Добавку, которую использовали Вы, конечно, применять можно. Да, у нее хорошие характеристики. Но по опыту могу сказать, что ввод до 40 % мела не приносит хороших результатов, при большом проценте ввода мела происходит также разрыв расплава. Мое мнение таково – в первую очередь необходимо получить хороший полимерный сплав. А затем уже добавлять мел или микромрамор. Но для труб, которые идут на теплицы, достаточно и дешевле использовать меловой концентрат.
Контактное лицо: Гузалия. Организация: ТОО "КазБрикСтрой".
Используем полиэтилен ПЭ2НТ11-9 черный Казанского производства с плотностью 960г/м3, показатель текучести 6/0,2 для производства водопроводных труб. Можно ли добавлять меловой концентрат кредолен КПГ032 PLL в объеме от 2%. Если да, то каков предел замещения? Спасибо.
Развернуть ответ
Меловую добавку «Кредолен» можно применять в Вашем производстве. Процент ввода зависит от среднего размера частиц, который указывается в паспорте. И чем меньше размер частиц мела, тем больший процент мела можно добавлять в полимер. Карбонат кальция – это мел, известняк, мрамор. Плотность каждого вида карбоната кальция примерно одинакова – от 2,2 у мела до 2,6 у известняка, мрамора. Определяющими показателями для получения изделий из пластиков с высокими механическими свойствами являются размер и форма частиц минерального наполнителя, а также его твердость. Чем меньше размер частиц и более обтекаемая форма, тем выше адгезия частиц и полимера. Чем выше твердость частиц, тем выше прочность и жесткость изделия, его каркасность.
Частицы мела представляют собой прямоугольные «брусочки» с большим разбросом по размеру частиц. Известняк дробится на ромбические ступенчатые частицы. Частицы мрамора максимально приближены к сферической форме. Твердость по Роквелу у мела – 1, известняка - 3, мрамора – 6- 7. Твердость талька – 1. Функция распределения частиц по размерам другой меловой добавки. В паспортах производители указывают средний размер частиц. Очень важным фактором является, какой процент составляют частицы с размерами до 3 - 5 мкм, и сколько процентов составляет остальные фракции. Но не стоит сбрасывать со счетов процент частиц, размер которых превышает 5 мкм, так как именно эти частицы мела создают крупные агломерации, забивающие фильтры, разрушающие оборудование (работают как абразив) и затем попадающие в воздух в виде пыли.
Контактное лицо: Валерий, фабрика “Пластик”.
Добрый день. Нужна помощь в решении проблемы:
- Плоскощелевая экструзия, работаем с полистиролом, но не редко нам поступают заказы на полиэтилен или на полипропилен. Проблема состоит в технологических отходах, а точнее в их количестве. Нужно от них избавиться. Возможно с получением некоего переходного материала в небольшом количестве со странными, но стабильными характеристиками.
Я слышал, что есть добавка в полимер усредняющая свойства материалов и упрощающая переход с ПС на ПЕ или ПП и наоборот, препятствующая расслаиванию этих материалов при смешивании. Что это за добавка?
Развернуть ответ
Расшифровка символов таблицы: L – совмещение ограничено, S - совместимо, N – не совместимо.
Согласно таблице совместимости полимеров, ПС и ПЭ с ПП не совместимы.
Но эта задача решаема благодаря применению совместителей полимеров – компатибилизаторов. Для каждого варианта совмещений полимеров используются определенные виды компатибилизаторов. Некоторые полимеры сами являются такого рода совместителями. К ним относится ударопрочный полистирол (УПС) и сэвилен.
Процент ввода зависит от соотношения полистирола к полиэтилену или полипропилену. Если полиэтилена или полипропилена не более 20%, то можно использовать УПС или сэвилен. Если процентное соотношение не известно или больше, а также к готовым изделиям требуются определенные параметры по прочности, ударной вязкости, атмосферостойкости, коэффициента трения или трещиностойкости, то лучше применить компатибилизаторы другого типа – такие, как графт-полимеры или пероксид дикумила.
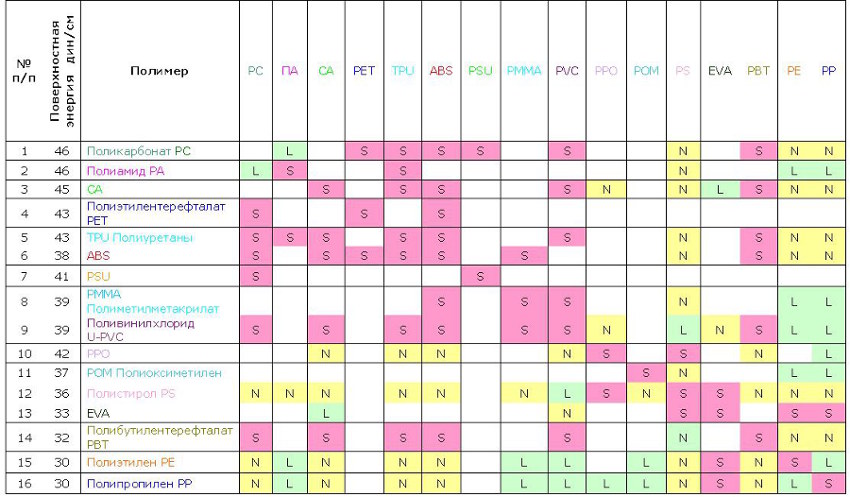
Контактное лицо: Сергей, г.Барнаул. При производстве вторичной стретч-пленки при использовании добавки PW60 пленка потеряла эластичность.
Развернуть ответ
Отходы стретч-пленок представляют собой смесь отработанного пленочного материала. Кроме проблемы организации сбора и сортировки отходы стретч-пленки необходимо отмывать от пыли и загрязнений, которые накапливаются на пленке за время эксплуатации. Далее, отработанные пленки могут содержать технологические процессинговые добавки – скользящие добавки, антиоксиданты, антиблокинги и светостабилизаторы. Кроме того, в пленках могут присутствовать и минеральные наполнители – мел, тальк и др. В стретч-пленках полимерные добавки проявляют себя как загрязнители. Не стоит исключать и способ получения первичной стретч-пленки.
Что касается раздувных пленок, то при вторичной переработке (особенно при завышенных температурах переработки) может происходить деструкция полиизобутилена и образовываться значительное количество сажи и нагара. Если пленка получена методом плоскощелевой экструзии, то проблем с полиизобутиленом не возникает, так как при данном методе крупными производителями он не используется, а клейкость пленке придают специальные марки полиэтилена. От всех этих выше перечисленных моментов зависит стабильность свойств получаемого вторичного гранулята. Например, при вторичной переработке пленки агропромышленного происхождения возникает ряд трудностей, вызванных не только ухудшением механических свойств полимерной основы и посторонними включениями, но и фотоокислительными процессами, снижающими оптические свойства материала.
Получаемая вновь пленка приобретает желтый оттенок. Потеря эластичности при использовании PW60 могла произойти вследствие не выполнения условий применения данного ПИБа - плотность сырья превышала значение 0,923 г/см3, а также возможное присутствие компонент процессинговых добавок. Если пленки из первичного сырья эксплуатировались в областях с повышенной температурой и солнечной активностью (на юге), то эти пленки уже потеряли большую часть своей эластичности. Если их отходы попадают во вторичный гранулят, то механические качества вновь полученной пленки будут снижены.
Контактное лицо: Любовь. Добрый день! Интересуют концентраты пигментов для окрашивания древесно-полимерного композита на основе ПВХ. Могут ли фталоцианиновые пигменты использоваться для окрашивания подобных композитов? Заранее спасибо за ответ!
Развернуть ответ
Фталоциановые пигменты – это органические пигменты с высокой теплостойкостью. В состав пигмента входит определенное количество атомов хлора. При работе с пигментами возможно изменения оттенка вследствие реакции хлора с влагой, которая присутствует в древесном компоненте. Поэтому древесный материал должен быть хорошо просушен. Пигменты еще выпускаются в виде суперконцентратов, где в качестве полимер-носителей могут быть ПЭ, ПП, сэвилен. Для ваших изделий подойдут суперконцентраты с фталоцианиновыми пигментами на основе сэвилена.
Контактное лицо: Евгений. Здравствуйте! Мы производим гофрированные полимерные трубы, диаметром от 63 до 1000 мм. В основном используем ПНД 273. Попробовали производить трубы 110-400 мм на ПВД 158. Трубы имеют низкую кольцевую жесткость, в отличии от ПНД. Наши технологи рекомендуют на небольших диаметрах использовать талькосодержащие добавки, на бОльших диаметрах - меловые добавки. Прошу Вас подтвердить или опровергнуть правильность наших подходов к производству данного продукта и посоветовать универсальное средство, если такое есть у Вас.
Развернуть ответ
Минеральные наполнители, которые используются в производстве полимерных изделий, это тальк, несколько видов карбоната кальция и др. Карбонат кальция – это мел, известняк, мрамор. Плотность каждого вида карбоната кальция и талька примерно одинакова – от 2,2 у мела до 2,6 у известняка, мрамора и талька. Определяющими показателями для получения изделий из пластиков с высокими механическими свойствами являются размер и форма частиц минерального наполнителя, а также их твердость. Чем меньше размер частиц и более обтекаемая форма, тем выше адгезия частиц и полимера. Чем выше твердость частиц, тем выше прочность и жесткость изделия, его каркасность.
Частицы мела представляют собой прямоугольные «брусочки» с большим разбросом по размеру частиц. Известняк дробится на ромбические ступенчатые частицы. Тальк имеет пластинчатую структуру. Частицы мрамора максимально приближены к сферической форме. Твердость по Роквелу у мела – 1, известняка - 3, мрамора – 6- 7. Твердость талька – 1. Исходя из этих данных, одинаково можно использовать как мел, так и тальк. Вся разница в цене – мел и другие типы карбоната кальция дешевле. Есть много марок меловой добавки (от разных производителей и широким спектром технических параметров). Есть и тальковая добавка в гранулах. Пожалуйста, обращайтесь. Если возникнут вопросы, постараемся помочь.
Другое дело, если в качестве минеральной добавки взять микромрамор, который выпускается для этих целей. Именно микромрамор поможет создать хорошую кольцевую жесткость трубы из ПВД. Для получения хороших характеристик можно в ПВД добавлять не более (!) 20 % ПНД.
ООО «ПОЛИМИКС». Получение компаунда 80 % АБС+ 20 % ПК
Развернуть ответ
Исходные полимеры хорошо совместимы друг с другом. Плотности обоих материалов также имеют близкие значения (АБС – 1,08 – 1,25 г / см3 , а ПК – 1,18 г / см3). Но для получения однородной массы расплава желательно использовать лубрикант (до трех процентов). Эта добавка снижает вязкость полимеров и всех их составляющих, что дает хорошее перемешивание компонент в расплаве. В результате получается однородная по составу и плотности масса с сформированными прочными химическими связями и небольшим процентом свободных радикалов.
Так как АБС обладает более низкой светостойкостью, чем поликарбонат, то можно порекомендовать добавку светостабилизаторов. Чтобы уменьшить фактор пожелтения компаунда (т.к. доля АБС составляет 80 %), можно ввести поглотители кислот - стеараты металлов (1 – 3 %) или окись цинка.
Алексей – ландшафтный дизайн. Поиск красителей.
Развернуть ответ
Все краски, которые Вы применяли, не так уж и плохи сами по себе. На стойкость красок существенную роль оказывает химический состав и качество пигментов, используемых в красках, а также степень адгезии краски (его связующего – полимера) к камню.
Любой полимер стареет со временем. Под действием солнечных лучей при высокой влажности, а также при резких колебаниях температуры, поверхность полимера покрывается микротрещинами. Эти микротрещины уменьшают яркость краски (возникает эффект выгорания вследствие рассеяния света). Далее, в микротрещины проникают капельки воды. В микротрещине капелька воды представляет собой линзу, которая хорошо фокусирует солнечное излучение. Происходит радиационный нагрев материала пигмента и, как следствие, его деструкция и обесцвечивание.
Чем качественней пигмент, тем он более устойчив ко всем атмосферным факторам, тем дольше сохраняется его товарный вид. Технология окраски щебня красками, которая мне известна, не гарантирует хорошей адгезии камня и краски (окрашивание в течение 15 минут при постоянном перемешивании, а затем сушка). При покраске надо получить крепкое сродство краски с камнем, т.е. хорошую адгезию материалов. Это зависит от условий сушки готового материала. Как сушится окрашенный щебень, я не узнала толком, поэтому могу только рекомендовать сушку галогенными лампами (радиационный нагрев). Это будет дорого. Но, а вдруг.
Мой совет не голословен. Такой вид сушки применяется при сушке изделий из стекла, на которые нанесен рисунок. Пигменты используются железоокисные (наша компания продает такие пигменты), которые не теряют своих цветовых качеств и физических свойств до высоких температур (более 3000 С). Изделия получаются стойкие к температурным перепадам и воздействию химикатов. Не могу только сказать какое используется связующее для данных красок.
Как увеличить ПТР РЕ 6948с?
Развернуть ответ
Полиэтилен данной марки рекомендован для производства деталей напорных трубопроводов. К таким деталям относятся соединительные муфты, замки и фитинги. Каждый вид детали имеет свои конструктивные особенности по размерам, толщине стенок, конфигурации (прямая, изогнутая и т.д.). Кроме того, изделия этого типа должны иметь высокие технические характеристики по прочности, упругости на изгиб, стойкости к растрескиванию, ударной вязкости.
Поэтому в процессе производства изделий в расплаве не должны образовываться деформационные напряжения. Они возникают вследствие неоднородного распределения плотности расплава полимера. А это, в свою очередь, искажает ламинарность потока расплава, снижает его пластичность. Если используется смесь полимеров, то деформационные напряжения возникают из-за плохого перемешивания и разности плотностей компонент смеси, в первую очередь. При использовании одного типа полимера деформационные напряжения могут возникнуть при низкой температуре расплава, высокой скорости экструзии для данного ПТР материала и т.д. В процессе производства изделий в расплаве не должно возникать деформационных напряжений. Для этого существует технологическая добавка – лубрикант. Он снижает вязкость расплава, способствуя, тем самым, образованию однородной массы и ламинарного течения расплава полимера. А это, в свою очередь, увеличивает его текучесть и повышает качество заполнения формы детали. В силу ламинарного течения расплава, исключается разнотолщинность стенок, улучшается качество поверхности деталей.
Добрый день. Скажите пожалуйста, какие добавки необходимо добавлять во вторичный полиэтилен для его осветления или прозрачности, а так же для снижения его плотности? Чтоб при выдуве пленки она не рвалась, раздувалась равномерно. Что Вы можете предложить. Спасибо заранее. ТОО Polymer Resource, Гулизат.
Развернуть ответ
Полиэтилен вторичный имеет плотность и показатель текучести расплава, отличные от первичного сырья. Кроме того, вторичный полиэтилен, полученный дроблением пленок, вообще плохо перерабатывается вследствие ориентации макромолекул полимера. Это надо учитывать при вторичной его переработке. Если взять не пленочный вторичный полиэтилен, то для его рециклинга необходимо использовать две технологические добавки – лубрикант и антиоксидант.
Лубрикант способствует уменьшению вязкости расплава полимера. При этом происходит равномерное перемешивание компонент материала и установление средней плотности вещества. Это приведет к усреднению показателя текучести расплава во всей массе полиэтилена. Плотность вторичного полиэтилена будет меньше, чем первичного.
Антиоксидант – это добавка, которая поможет уменьшить мутность пленки. Ее роль заключается в сшивании коротких звеньев полиэтилена. Это увеличивает прочность, гибкость звеньев. А это, в свою очередь, способствует увеличению прозрачности пленки. При выдуве пленки дефекты возникают вследствие плохого качества сырья и неправильным режимом экструзии. Получив однородный по плотности состав вторичного сырья, вы тем самым уже исключаете вероятность разрыва пленки и ее неравномерного раздува. Чтобы пленка выдувалась хорошо, необходимо контролировать соотношение скорости вытяжки пленки к скорости раздува. Скорость вытяжки должна быть на треть выше скорости раздува.
Перед тем, как соединить пигменты с полимером его вначале диспергируют, а затем обрабатывают поверхностно-активными веществами, которые не позволяют отдельным частицам пигмента опять скоагулировать. В ПП необходимо равномерно ввести техуглерод - какие ПАВы рекомендуете? Их производители? ООО МНЦТЭ, Вячеслав
Развернуть ответ
Для смешивания пигмента с полимером можно порекомендовать практический метод, который сами использовали на практике. Для этого на обыкновенное ведро (10 литров) сырья брали 10 мл (пенициллиновую бутылочку) вазелинового масла, равномерно разлив его на полимер. Затем добавить нужное количество сажи. Всю эту смесь очень тщательно перемешать. Для этой цели хорошо использовать мешалку типа – пьяная бочка.
Здравствуйте! Наша компания планирует запуск производства по экструзии профилей из древесно-полимерного композита. В качестве полимера планируем использовать вторичный полиэтилен, хотелось бы узнать какие добавки (суперконцентраты) Вы можете предложить, для окрашивания, а также для улучшения эксплуатационных характеристик материала. Есть ли у Вас комплексные добавки содержащие все необходимые аддитивы. Кроме того, хотелось бы узнать про окрашивание полиэтилена. Поддается ли вторичный полиэтилен черного цвета окрашиванию в другие цвета (к примеру в светло желтый). С Уважением, Нуржан.
Развернуть ответ
К решению этой проблемы нужно подойти с двух сторон. Во-первых, учесть, что в древесных частицах даже после сушки может остаться вода. При введении опилок в полимер вода может ухудшить смачиваемость древесных частиц с расплавом полимера и ухудшить его физико-химические свойства. Для того, чтобы исключить этот фактор, необходимо добавить добавку – осушитель - до 1 – 2 %. . Во-вторых, что касается полимера.
Вторичный полиэтилен, который будет вами использоваться, может быть вторичным или с большим циклом переработки, а также в нем могут присутствовать разные технологические добавки. Плотность и показатель текучести каждого вида вторичного полиэтилена будет разный. Кроме того, он мажет быть подроблен из пленки, что резко ухудшает его повторную переработку из-за ориентации звеньев цепи макромолекул полиэтилена.
Но допустим, что мы имеем набор всех этих вариантов сырья. Структура молекул такого полиэтилена разветвлена, имеет концевые группы разных радикалов. И получается, что эту смесь надо упорядочить. Для создания рабочей смеси необходимо использовать ряд технологических добавок.
Первое – лубрикант. Эта добавка еще называется внутренней смазкой. Она способствует уменьшению вязкости расплава полиэтилена. Если ее ввести в смешанную композицию сырья с разной плотностью, то при расплаве полимера плотность каждой составляющей будет уменьшаться, перемешивание всех составляющих улучшится. Это приведет к образованию однородной массы композиции полиэтиленов.
Однородность по плотности не даст образованию центров механической деформации (при условии, что древесные частицы также будут распределены в массе полимера равномерно). Вторая – антиоксидант. Эта добавка позволит связать короткие звенья цепи полимера, т.е. их удлинить. А это приведет к увеличению физико-химических и механических свойств изделия, таких как прочность, атмосферостойкость. Наша компания продает такие добавки, которые проверены в применении переработки полимеров и имеют привлекательную цену.
У нас есть также комбинированная добавка для рециклинга полимеров. Теперь по-поводу окрашивания. Черный цвет ничем нельзя перебить и, тем более. окрасить в светлые тона. Надо сортировать черный полиэтилен отдельно. Вторичное сырье может быть мутным или окрашено в разные цвета. Мой совет – надо сортировать хотя бы по принципу теплые тона и холодные тона. Темно-коричневые тона лучше всего относить к черному, так как в их состав уже входит сажа. Мутный и серого цвета полиэтилен можно добавлять везде. Это зависит от цвета изделия. Для окрашивания в светло желтый цвет необходимо брать только белый, но можно добавить и мутный полиэтилен.
ОДО "ПОЛИКОНТА" продает суперконцентраты для окрашивания полимеров на основе полиэтилена от нескольких поставщиков. Пожалуйста, приезжайте и подберите все необходимые цвета.
Добрый день. Мы производим щетки литьем под давлением и набиваем их. Наша новая разработка щеточка для детских бутылочек. Изделие тонкое, льем на полипропилене производства г. Капотня с ПТР 27г/210 мин и Модулем упругости при изгибе 1400МПа. Используем транспорентные красители зеленый и синий на основе полиэтилена. При производстве щеток в области забитого пучка образуются трещины и отслаивание материала. Влияет ли транспорентный краситель на образование трещин. Какой вид сырья лучше использовать с какими физико -механическими показателями (модуль упругости, ПТР) чтобы уйти от растрескивание болванки. Самойленко Елена Юрьевна.
Развернуть ответ
Вы спрашиваете, влияет ли транспарентный краситель на появление трещин в изделиях.. Возможно, да, так как форма частиц транспарентных пигментов не сферическая, а игольчатая. Длина частиц составляет 100 нм, а их диаметр – 10 – 20 нм. При распределении в полимере частицы укладываются хаотически, что может привести к образованию неоднородностей по плотности материала, вследствие которой могут появляться трещины. Поэтому я предлагаю использовать жирорастворимые красители. Красители определяются как колоранты, которые полностью растворяются в полимере при температурах переработки. Красители не растворяются в воде, но частично растворяются в некоторых органических растворителях, жирах и нефтепродуктах.
В полимерных изделиях, окрашенных пигментами, цветовой эффект достигается благодаря соотношению между поглощением, отражением и рассеянием света на поверхности кристаллических частиц пигмента (рис.а) в то время как в прозрачных окрашенных полимерных изделиях цветовой эффект возникает в результате определённого соотношения между поглощением и отражением (рис a. и b).
Обычно использование красителей ограничено прозрачными (аморфными) полимерами, например, ПС, ПММА, ПК и ПЭТФ в концентрации от 0,01 до 0,1% в зависимости от требуемой интенсивности окрашивания.
 Рис. Различие оптических эффектов пигментов (а) и красителей (b) в окрашенном полимере
Рис. Различие оптических эффектов пигментов (а) и красителей (b) в окрашенном полимере
01.11.2013. Лариса Хасанова, ОАО "ВНИИР". Посоветуйте, пожалуйста, суперконцентрат пигмента для окрашивания гроднамида марки ПА6-ЛТ-СВ30-П натуральный в светло-серый цвет "компьютер".
Развернуть ответ
Наша компания предлагает своим клиентам суперконцентрат светло-серого цвета "Cromex" 629. Хорошо зарекомендовал себя суперконцентрат "Global Colors" (Санкт-Петербург) - СКГП 801 ПО 9564.
Алексей Геннадьевич. г.Омск, Евротара. Какие добавки нужно использовать для повышения исходных свойств материала при переработке отходов ПНД ПП (В основном тарные ящики) во вторичную гранулу на 2-х каскадном грануляторе?
Развернуть ответ
При повторной переработке ПНД его ПТР уменьшается с каждым циклом переработки, а ПП, наоборот, увеличивается. Причем разбежка в значениях может быть значительная. Кроме того, восстановление связей ПП сложнее, чем ПНД. Для этого надо применить антиоксидант плюс лубрикант. Почему? Объясняю. Вторичные материалы более жесткие – «сухие». Для того, чтобы получился расплав однородный по плотности и вязкости, необходимо снизить вязкости исходных компонентов. А это достигается при добавлении лубриканта. Но при этом не происходит хорошей «сшивки». Поэтому вторым компонентом является антиоксидант. Он и свяжет разорванные звенья полимеров. В некоторых случаях в качестве второго составляющего используется малеиновый ангидрид. Структуры химических формул антиоксиданта и малеинового ангидрида похожи.
Сополимеризация малеинового ангидрида с виниловыми соединениями и олефинами (это ПЭ и ПП) приводит к насыщенным линейным полимерам. То есть происходит восстановление звеньев ПП до приемлемых значений.
 | | Малеиновый ангидрид (химическая формула C4H2O3) | |
| 
Хорошие результаты получены при переработке вторичного ПП нескольких видов с использованием меловой добавки марки РР1001 (Вьетнам). Как видно из диаграмм, показатель текучести расплава понизился на 25% (смесь № 1) и на 32% (смесь № 2). И величина ПТР двух смесей соответствует величине ПТР некоторых марок первичного ПП.
смесь № 1 | № образца | ПТР г / 10 мин | вторичный ПП № 1 | 1 | 6,04 | | втоичный ПП № 2 | 2 | 3,76 | | ПП № 1 + ПП № 2 (50 :50) | 3 | 5,36 | | ПП № 1 + ПП № 2 (50 %) + ПП первичный (50 %) | 4 | 4,04 | | ПП № 1 + ПП № 2 (50 %) + ПП первичный (50 %) + 2 % мела (РР 1001 - Вьетнам) | 5 | 4 | | | | | | смесь № 2 | № образца | ПТР г / 10 мин | | вторичный ПП № 1 | 1а | 5,36 | | втоичный ПП № 2 | 2а | 6,96 | | ПП № 1 + ПП № 2 (50 :50) | 3а | 5,36 | | ПП № 1 + ПП № 2 (50 %) + ПП первичный (50 %) | 4а | 4,04 | | ПП № 1 + ПП № 2 (50 %) + П первичный (50 %) + 2 % мела (РР 1001 - Вьетнам) | 5а | 3,64 |
Александр, Шерризон-Эко. Нужно с помощью добавок понизить ПТР вторичного ПП 21030 с 35 до 10-12.
Развернуть ответ
Понизить ПТР можно с применением минеральных наполнителей. Самым распространенным таким наполнителем является мел. Меловые концентраты выпускаются промышленными компаниями Кореи, Франции, Израиля, Польши и т.д. Ниже привожу некоторые марки концентратов мела. Обращайте внимание на значения ПТР концентратов.
Мелонаполненные концентраты (Кредолен)
Кредолен – суперконцентрат мела (меловая добавка) представляет собой высконаполненную композицию тонкодисперсного экологически чистого СаСО3 и полимерного связующего на основе полиэтилена или полипропилена. Служит основой для получения изделий с улучшенными эксплуатационными свойствами. Уменьшает загрязнение окружающей среды при производстве и утилизации. Применяется при изготовлении тканных материалов, мешков, лент, нитей и шпагатов, листов и одноразовой посуды из полипропилена, рукавных и плоских пленок из полиэтилена, труб, литьевых и выдувных изделий из полиэтилена и полипропилена.
| Наименование | Поли. носитель | Содерж. мела (%) | ПТР* (г/10 мин) | Фракция мела, средний размер (мкм) | Влажн. (%, не более) | Термостойкость, ОС | Применение | | КПГ 011 | ПЭНД | 75 | 2-6 | 2-2,4 | 0,05 | 240-280 | Полипропиленовые мешки, нити, волокна; ПЭ пленка > 10 мкм, выдувные изделия, трубы, профили, листы, одноразовая посуда, литье под давлением. Универсальный экономный продукт. | | КПГ 0011 | ЛПЭВД | 75 | 6-15 | 2-2,4 | 0,05 | 240-280 | Полипропиленовые нити, волокна, ПЭ пленка > 5 мкм, выдувные изделия, трубы, профили, листы, одноразовая посуда, литье | | КПГ 015 | ПЭВД | 75 | 2-6 | 2-2,4 | 0,05 | 240-280 | ПЭ пленка > 20 мкм, выдувные изделия, трубы, профили, листы, литье под давлением. Экономный продукт. | | КПГ 018 | ПЭВД | 85 | | 2-2,4 | 0,05 | 240-280 | ПЭ пленка, выдувные изделия, трубы, профили, листы, литье под давлением | | КПГ 022** | ПЭВД | 75 | | 0,8 | 0,05 | 240-280 | Особо тонкие пленки | | * - 2,16 кг при 190ОС для ПЭВД; 5 кг при 190ОС для ПЭНД ** - в разработке |
Андрей, частное предприятие. Меня интересует состав для покраски щебня. Если сталкивались с данной темой подскажите, пожалуйста, рецептуру. Возможно ли приготовление такого состава из вашей продукции?
Развернуть ответ
В приведенной таблице представлены марки железоокисных пигментов, которые есть на нашей фирме. Эти пигменты пригодны для окрашивания бетона, искусственного камня, щебня. Процент ввода составляет порядка 5 %. С задачей окрашивания щебня я не сталкивалась, поэтому конкретно рецептуру предложить не могу. Простите.
| Составы железоокисных пигментов | | | | | геттит HFeO2 | гематит Fe2O3 | магнетит Fe3O4 | кальцит CaCO3 | | | Красный № 110 | | * | | | | | Красный № 120 | | * | | | | | Красный № 130 | | * | | | | | Желтый № 311 | * | | | | | | Коричневый № 610 | * | * | * | | | | Коричневый № 663 | | * | * | | | | Зеленый № 833 | * | | | * | | | Оранжевый № 960 | * | * | | | |
Александр, г.Минск. Какие суперконцентраты предпочтительны для производства тонких пленок на основе ПЭВД, ЛПЭВД и ПЭНД?
Развернуть ответ
Для производства тонких пленок на основе ПЭВД, ЛПЭВД и ПЭНД предпочтительны суперконцентраты с высоким содержанием пигмента. В ассортименте «ГЛОБАЛ КОЛОРС» имеется стандартный набор красителей для тонких пленок (оптимальный уровень светостойкости и термостойкости). Красители обладают высоким уровнем укрывистости и дисперсии пигментов, подходят для всех типов переработки полимера в пленочной промышленности. Как правило, они применяются при изготовлении тонких пленок для пакетов всех видов. Рекомендуемый процент ввода суперконцентрата в массу полимера составляет от 2 до 5%. Возможно применение данных красителей при окрашивании ПП, ПС, полиамида, полистирола, ПВХ, при условии, что процент ввода СК в массу полимера составит не более 2%.
Николай Иванович, г.Брест. Какие суперконцентраты необходимо использовать для производства изделий из полипропилена?
Развернуть ответ
Для производства изделий из полипропилена (ПП) разработаны суперконцентраты на ПП основе, что обеспечивает наилучшую совместимость с красителем по сравнению с концентратами на ПЭ основе. Суперконцентраты не влияют на физические свойства готового изделия. Красители для ПП производятся на основе гомополимера, что позволяет использовать их для окрашивания как гомополимерных, так и сополимерных видов продукции.
Елена, г.Барнаул. Какие модификаторы необходимо использовать для увеличения вязкости вторичного ПЭВД при производстве труб?
Развернуть ответ
Вязкость ПНД и ПВД с каждым циклом вторичной переработки увеличивается, а ПТР уменьшается. Для восстановления текучести полимера можно использовать только лубриканты, если это первая вторичка. Лубриканты – это внутренние смазки для полимеров. Они способствуют уменьшению вязкости полимера, т.е. увеличивают ПТР. К ним относятся - ПЭ воск, моностеарат глицерина, амидный воск, стеарат кальция. Если вторичный материал прошел более двух циклов переработки, то для хорошей экструзии необходимо сочетать лубрикант с антиоксидантом. Соотношение лубрикант / антиоксидант выбирается в процессе переработки. Но общая величина ввода такой композиции не должна превышать 3 %. Кроме этого, улучшения текучести вторичного ПНД можно достигнуть при смешивании вторичного ПНД с ПВД (до 20%. При более высоких концентрациях пластификация сырья будет ухудшаться). Вследствие различия вязкостей первичного и вторичного материалов, для получения усредненной плотности расплава, чтобы не возникало зон сдвиговых деформаций, в смесь первичного ПНД и вторичного, вводится порядка 1 – 2 % лубриканта.
Николай, г.Санкт-Петербург. Здравствуйте, хочу узнать названия концентратов, красителей стоимость которых более 500 р.
Развернуть ответ
Названия красителей, стоимость которых более 500: СКГП 101 ПО 1030 - 536 RUB; СКГП 101 ПО 1072 - 598 RUB, Есть позиции стоимостью 1000 RUB и даже 3000 RUB.
Елена, Тверь. Как влияют суперконцентраты белый, черныый на прочность сварного шва в многослойной пленки?
Развернуть ответ
Многослойные пленки, окрашенные белым или черным красителем, часто изготавливаются двухслойными. При сварке следует только подобрать температуру, давление и время выдержки сварочного ножа. Если сырье для получения такой пленки было не высокого качества, то возможно при окрашивании пленки черным красителем образование твердых частиц фтористого углерода, которые при сварке не проплавляются.
Луховцов Владимир Владимирович, г.Подольск. При экструдировании полипропилена (блоксополимер) добавляем вторичное (покупное) сырьё. В процессе работы часто происходит эффект вспенивания.
Развернуть ответ
Возможно это происходит из-за наличия некоторого количества не разложившихся вспенивающих агентов во вторичном сырье. Вспенивание происходит только при добавлении вторичного сырья. Да, возможно это и вспенивающий агент. Но вторичное сырье иногда представляет собой смесь различных классов полипропилена. В составе вторичного сырья также могут присутствовать свободные радикалы, образованные после первичной переработки – кислотные аминные, эфирные группы. Еще вторичное сырье может сохранять влагу, которая образуется в процессе его очистки, хранении полимера на открытом пространстве. Влага сама по себе будет способствовать вспениванию полимера, а также при взаимодействии с имеющимися радикалами. Для устранения такого явления необходимо в состав новой композиции ввести абсорбер или осушитель. Такая добавка представляет собой оксид кальция без талька, а иногда с тальком. Процент ввода – до 5 -7 % в зависимости от требуемой дозы.
Тимошенко Елена, г.Борисов. Изделие из ПВД, полученное литьем под давлением должно выдерживать механическую нагрузку. Но готовые изделия трещат под нагрузкой в области укладки груза. Почему?
Развернуть ответ
Для решения этой проблемы необходимо чтобы изделие имело однородную по плотности структуру. Неоднородности могут возникнуть из-за особенностей конструкции изделия. Сильное дожатие искажает ламинарность потока расплава и тем самым, создает зоны повышенной плотности материала. Вследствие возникновения таких зон возникают повышенные сдвиговые деформации, что и способствует растрескиванию изделия под нагрузкой.
belenkov andrii, krivoy rog. Здравствуйте я хотел у вас спросить, мне нужен кратонн для изготовления геливых свечей, какой лучше марки покупать? Спасибо за ответ.
Развернуть ответ
Для изготовления гелиевых свечей подойдут следующие марки полимера: G1650, 1651, 1652, 1701, A1535 производства Telko Latvia +371-67840531
Иван, Магнитогорск, Россия. Интересует, осушающий агент (добавка). Разрешено ли использование данной добавки при производстве изделий для контакта с пищевыми продуктами. Есть ли соответствующие документы?
Развернуть ответ
Осушающая добавка представляет собой композицию окиси кальция (негашеная известь + тальк) или состоит из одной окиси кальция. При взаимодействии с макромолекулами воды негашеная известь превращается в гашеную – СаСо3. Тальк, как известно, обладает хорошими гидрофильными свойствами. Эти два вещества по всем санитарным нормам допущены для производства полимерных изделий, контактирующих с пищевыми продуктами. Кроме этого, в последнее время начали выпускать осушительные добавки на цеолите. Сертификат анализа добавок, позволяющий использовать добавки при производстве изделий, контактирующих с пищевыми продуктами, выдает завод-изготовитель конкретной добавки. Термический анализ осушительных добавок, можем отправить Вам, Иван, на электронный адрес.
Роман, г.Москва. Мы производим Манекены, Торсы из сырья ПНД, что или какой вид сырья нужно добавить до увеличения блеска? Буду благодарен за ответ. С уважением, Роман.
Развернуть ответ
Для увеличения блеска поверхности можно использовать линейный полиэтилен с процентным вводом до 5 %, в зависимости от качества ПНД и режимов техпроцесса. Линейный полиэтилен обладает высокой стойкостью к истиранию, что позволит изделию сохранить блеск более длительный период, чем при использовании скользящей добавки (на эрукамиде). Скользящие добавки улучшают качество поверхности вследствие уменьшения трения расплава с металлом экструдера при литье изделия. Они мигрируют на поверхность изделия, улучшают блеск. Их применение было бы целесообразно, если бы изделие не подвергалось трению (смена одежды).
Сивченко Виталия, г.Симферополь. Поставлена задача проработать возможность вспенивания полиамида ПА6 с 30% содержанием стекловолокна, какие вспениватели необходимы для этого? есть ли у Вас такие добавки?
Развернуть ответ
Для вспенивания полимеров используются физические и химические виды вспенивания. Процесс вспенивания состоит из 3 стадий: зарождение газового пузырька, рост и стабилизация пузырьков, фиксирование структуры газосодержащего материала. Зарождение газовой фазы происходит, как правило, на гетерогенных центрах (флуктуации плотности) или на твёрдых высокодисперсных наполнителях, вводимых в качестве зародышеобразователей. Работа расширения газа внутри пузырька затрачивается на образование новой поверхности и на преодоление вязкого сопротивления полимера. Чем больше образуется пузырьков, тем более однородной будет структура. При вспенивании, одновременно с ростом пузырька, приводящего к уменьшению поверхности раздела фаз, происходит слияние пузырьков и утечка газа через стенки. Скорость диффузии определяется химической природой газа и структурой полимера. Неполярные газы (N2) обладают незначительной диффузией и растворимостью в полярных полимерах (ПА, ПС). Газопроницаемость полимеров снижается с увеличением степени кристалличности и полярности. Среди органических порофоров наибольшее значение имеют соединения, разлагающиеся с выделением азота. По химической структуре важнейшие порофоры можно разделить на следующие группы:
- производные азодикарбоновой кислоты;
- N-нитросоединения;
- ароматические сульфонилгидрозиды. Представителями первой группы –ЧХЗ-57 – применяется для поливинилдехлорида, полистирола, полиолефинов, хлорированного и хлорсульфированного полиэтилена, полиуретанов, полиизоцианатов, полиамидов, поливинилбутираля, поливинилового спирта, полиэфиров, фенолформальдегидных и эпоксидных смол, АБС-пластиков, сополимеров акрилонитрила и бутадиена, этилена и винилацетата, различных каучуков и резин. Дозировка – 0,1-20 %. Среди представителей третьей группы одним из важнейших является 4,4¢-оксидибензолсульфоногидрозид. Применяется как вспенивающий агент для поливинилхлорида, полиолефинов, полистирола, хлорированного полиэтилена, полиамидов, АБС-пластиков, каучуков и резин. Не окрашивает изделия. Особенно эффективен в сочетании с бензилсульфоногидразином. Дозировка – 2-20 %. Самым важным из этих материалов является азодикарбонамид, который признан во всем мире лидером среди вспенивателей и потребление которого составляет приблизительно 85% от всех потребляемых в Западной Европе вспенивающих добавок. Это соединение используется для вспенивания большинства термопластичных и резиновых материалов и применимо для использования в широком диапазоне перерабатывающих технологий. Азодикарбонамид поставляется в одной из трех форм: в виде порошка основного материала, в виде порошка модифицированного или смесевого материала, в виде дисперсии или концентрата основного или модифицированного материала. VIBATAN EXPANSOR NY 01349 - Суперконцентрат на основе вспенивающего агента с эндотермическим эффектом специально для полиамидов. Может использоваться при экструзии и литье ПА-6, ПА-66, в том числе наполненных. При физическом вспенивании в литьевом аппарате предусмотрен ввод азота в камеру расплава полимера.
Андрей, г. Орел. Поставлена задача добиться чтобы пленка ПВД втор. блестела, т. е. появился глянец, пробовал олеомид, лубрикант, ничего не выходит скользит но не блестит, что посоветуете?
Развернуть ответ
При переработке полимер подвергается нагреву и механическому сдвигу. При этом происходит окислительная деструкция материала - разрыв полимерных цепей, их разветвление, образуются продукты окисления, такие как пероксиды, кислотные радикалы и т.д. Все эти факторы влияют на прозрачность и блеск пленки. Следовательно, чтобы пленка приобрела блеск и прозрачность, надо восстановить разорванные полимерные цепочки. Для этого необходимо добавить в сырье антиоксидант. Процент ввода составляет от 1 % до 3 % в зависимости от качества материала. А чтобы нейтрализовать кислотные радикалы, необходимо ввести оксид цинка порядка 2-3 %. Он так и называется – поглотитель кислот. Кроме того, он обеспечивает светостабилизацию полимерного изделия. Так как оксид цинка продается в виде порошка, то его надо вводить в сырье на стадии грануляции полимера.
Хадыкина Наталья, г.Омск. Необходимо убрать прозрачность плиты потолочной из вспененного полистирола. Какую посоветуете меловую добавку?
Развернуть ответ
Меловые добавки в гранулированном виде встречаются только с полиолефиновым носителем – на ПЭ или ПП. Показатель преломления дисперсного мела очень близок к показателю преломления ПС, поэтому чтобы забелить полистирол, нужен очень большой процент ввода – до 40%, что уже может гасить пену полистирола. Для вспененного ПС лучше использовать дисперсный диоксид титана с процентом ввода от 0,5% до 5%.
Рекомендуем ознакомится: добавки для полимеров,
краситель для тротуарной плитки,
меловая добавка,
пигменты для бетона купить,
пигменты для тротуарной плитки,
краситель для бетона,
суперконцентраты красителей,
красители для полимеров,
железоокисные пигменты,
диоксид титана Минск.
| 







